
母线车间分前套工序,包排,打磨,外协,装配,包装,和小件。
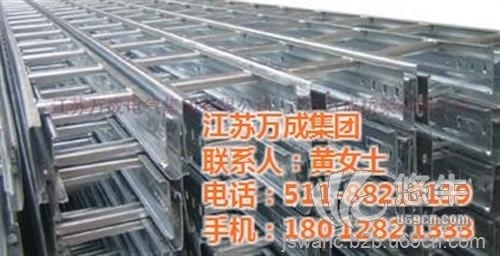
前套工序:制作外壳,切割铜排,折弯铜排,制作侧板,制作插接箱外壳的板材以及支架等等。
包排:就是铜排包绝缘材料。
打磨:就是抛光铜排
外协是镀锡,镀银等,外壳喷漆或其他处理。
装配就是组装母线或插接箱。
包装就是包装喽。
小件是制作软连接铜皮,编织袋等等的。
各个厂家不同,工艺也不同,下面我们介绍简单介绍下母线槽的制作工艺。

高电流母线槽系统结构,防护等级更高。采用专用的双母线连接件将两条单母线拼装而成。由铝母线导体制造的母线槽已在国外一些发达国家得到广泛应用,其制造技术及工艺已趋成熟。近年来国内部分品牌母线制造商均提供了高品质的铝导体母线槽,并已在工程实际应用中得到了用户及设计单位的肯定和好评,显示了其独特的优越性。本文试从铜铝导体的物理性能、化学性能、电气性能方面进一步探讨以铝导体代替铜导体的可行性。

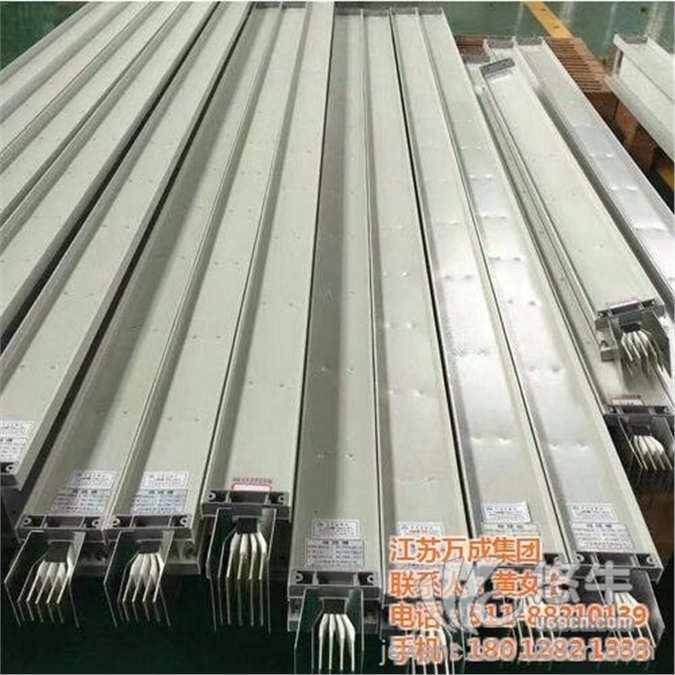
密集型上世纪80年代中期开始,以遵义长征电气控制设备厂为代表,将导电排用绝缘材料覆盖后再与两侧紧固在一起。
绝缘材料:
聚四氟乙烯带,工作温度200度,缺点高温分解时产生使人致死的毒气(八氟异丁烯和fu光气)聚氯乙烯热缩管,质量差别极大,部分厂家采用廉价产品,实测绝缘达不到B级。
辐照交联阻燃绕带(PER)使用效果不错,工作温度150,防水性能好,有弹性,包缠比较紧密。
在二代母线演变中产生的一种特殊的母线形式,即密集型母线空气式插口。由于工艺的变化,已基本变成密集型母线密集式插口,即整体密集型母线槽。