
C型钢都是由C型钢成型机自动加工成型的。C型钢成型机根据给定的C型钢尺寸就可以自动完成C型钢的成型工艺。
某轿车用镀锌钢板生产线的清洗段设备中的电解脱脂槽转向辊的筒体部分为一大直径薄壁空心筒,用热轧35#钢板卷曲焊接而成。焊缝要求焊透并采用X射线探伤,焊后加工筒体外表面达Ra6.3μm调质处理后硬度达228~269HBS。筒体表面淬火后进行镀铬,镀铬层的厚度为:0.15mm~0.20mm。表面淬火设备为工频淬火炉。
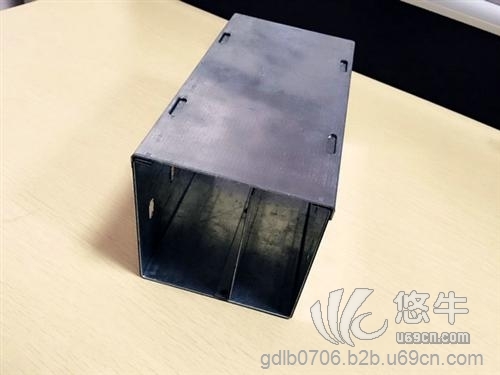
一般使用的金属线槽的规格有50mm×100mm、100mm×100mm、100mm×200mm、100mm×300mm、200mm×400mm等多种。

1)线槽平整无扭曲变形,内壁无毛刺,接缝处紧密平直,各种附件齐全。
2)线槽连接口处应平整,接缝处紧密平直,槽盖装上应平整,无翘角,出线口位置正确。
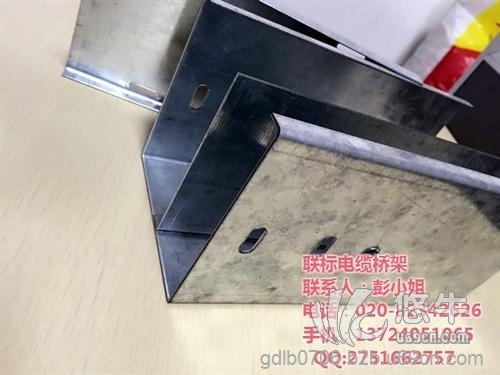
3)线槽经过变形缝时,线槽本身应断开,线槽内用连接板连接,不得固定,保护地线应有补偿余量,线槽CT300*100以下与横旦固定1个螺栓,CT400*100以上必须固定2个螺栓。

在稳定辊带驱动时,调整稳定辊是能起到纠偏作用的。例如,某公司镀锌线没有设置炉内张力辊,只有炉内转向辊,冷却塔上也没有纠偏辊,只在出水淬槽以后才能纠偏。

停机以后恢复运行时也经常出现钢带跑偏现象,通过一段时间的摸索,他们发现通过改变稳定辊两侧的松紧程度就可以纠正钢带走偏。具体方法是:若钢带往某一方向走偏,只要将这一侧的稳定辊松一点或将另一侧的稳定辊紧一点就能使钢带向反方向移动。其操作的要领与调整转向辊纠偏一样。但后来这种方法在其它生产线上却未能收到同样的效果。