
| 基本参数 |
| 公称外径:dn20-dn160(mm) 壁厚:16.5(mm) 长度:6(m) |
| 材质:铝合金衬塑 线膨胀系数:1(1/K) 品牌:润硕 |
| 包装:彩色编织带 交货期:3天 产地:江苏 |
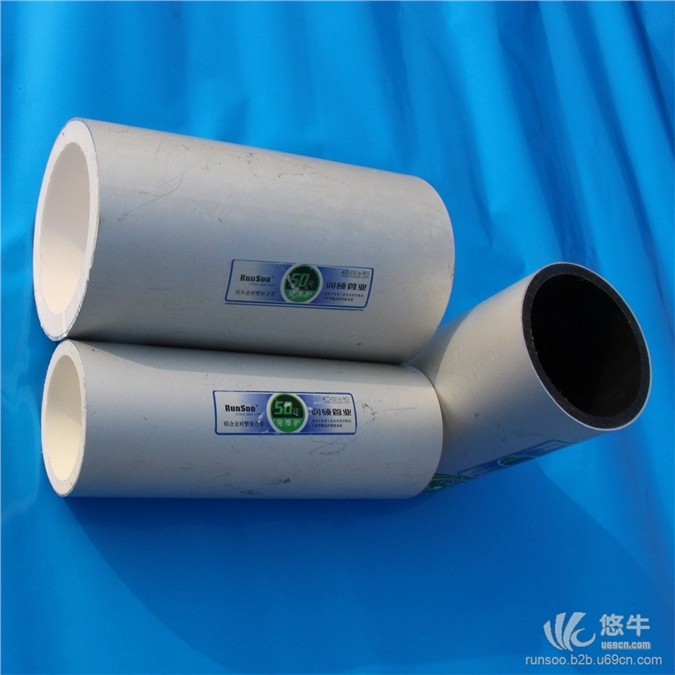
| 江苏润硕铝合金衬塑ppr/pe-rt/pe/pb复合管是国内铝合金衬塑ppr/pe-rt/pe/pb复合管三大品牌,是华东地区最大的铝合金衬塑ppr/pe-rt/pe/pb复合管生产基地。铝合金衬塑复合管系列获国家高新技术产品认证及16项国家专利!在南京机场、高铁站等重点工程广泛使用! |
| 铝合金衬塑复合管三大核心特点: |
| 1、表面处理技术: |
| 铝合金衬塑(ppr pert pb)复合管 管件产品的表面处理采用与铝合金外管阳极氧化理后的铝管表面色彩非常协调的专用高分子树脂材料进行喷涂,专用高分子树脂里面含一定量的抗老化、阻氧剂,喷塑在管件表面上后,除了管件表面的颜色与铝合金外管颜色匹配外,还能对(ppr pert pb)塑料管件本身抗紫外线有一定的屏蔽作用,从而延缓塑料管件的老化使其经久耐用50年以上。 |
| 2、预应力复合技术 |
| 铝合金衬塑(ppr pert pb)复合管 采用的物理预应力技术 ,将具有不同延伸率的种材料(铝合金金属管和热塑性塑料管)通过预应力复合技术有效地最佳结合起来,同时不改变2种材料的物理性能,有效地解决了塑料管和铝合金管不同材料在复合应用中的兼容性、密封性;经预应力复合后形成的复合管材,在两种材质的结合面,通过合理的参数设计,获得最佳的层间结合强度,使整个复合管材在冷缩、热胀上体现一致性,其铝合金衬塑复合管的线膨胀系数只有纯塑料管材的1/5左右。在刚度、强度上,铝合合衬塑复合管材比单一的材料(铝合金管或塑料管)性能更加优异。 |
| 3、阳极氧化技术 |
| 铝合金衬塑(ppr pert pb)复合管 外层铝管如不经阳极氧化处理会产生严重的腐蚀,因此必须从根本上解决防腐问题来提高防护性、装饰性和实用功能性,做电化学处理(阳极氧化工艺)目前国内铝的阳极氧化技术是应用最广与最成功的技术,在铝合金管表面阳极氧化,形成一层较为致密的氧化膜(三氧化二铝),平均膜厚达10μm以上(CJ/T321-2010标准)。该工艺氧化膜表面层仍存在一定的空隙,因此,必须进一步 |
| 通过封孔技术,有效的在氧化膜空隙之间修补、弥合,达到铝管表面氧化膜层的最佳完美的附着。 |
| 产品优势: |
| 1、环保卫生 |
| 润硕牌铝合金衬塑复合管(简称“铝合金衬塑管”)抗紫外线阻氧 、不透光性能强、无毒抑菌、食品级涉水原材料健康环保,不结垢介质流体输送流畅 沿程摩擦阻力系数小仅为0.007 |
| 2、轻质钢性 结构安全 |
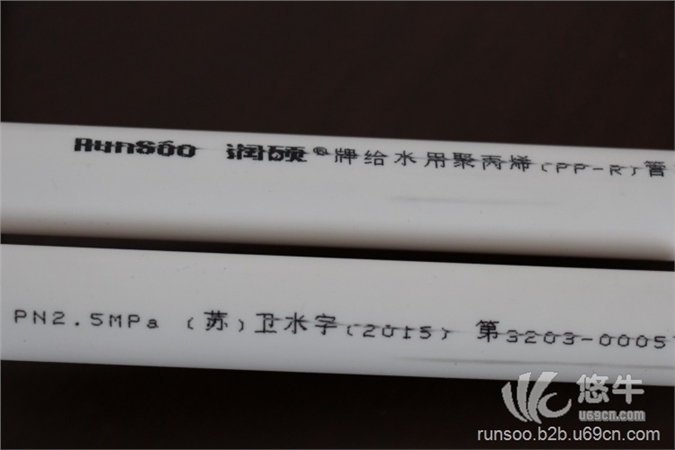
| 润硕牌铝合金衬塑复合管(简称“铝合金衬塑管”)轻质刚性管道、独特的承插配件连接获国家实用新型专利。耐腐蚀性能强、阻氧抗老化,内衬S4的热塑性塑料管 保障管道系统介质输送达PN2.5MPa的公称压力下正常使用免维护运行保障50年 |
| 3、卓越品质 |
| 润硕牌是家出口达7年的管道企业 在业界享有很高声誉;其铝合金衬塑复合管产品出口欧洲、中东、亚洲、非洲 ,工艺按欧标、美标生产,产品质量可靠; |
| 轻质刚性管道、独特的承插连接系统结构保障了管道系统 五十年全程免维护 |
| 4、使用范围广泛 |
| 各类建筑冷热水给水管道系统、高层建筑、酒店、医院、学校... |
| 适用于北方各建筑采暖、大型中央空调供回水管道系统 |
| 适用于各类食品企业、饮用水、饮料灌装线、医药制剂管道 |
| 5.代表性项目工程:星级酒店、大型医院、高端商业住宅、市政建设项目、写字楼、体育场、高铁站... |
| 热熔使用设备: |
| 1)铝合金衬pert管热熔设备:pe-rt管施工中对热熔工艺要求很高,要求用专用pert热熔机,恒温的机器260°C(pert材料理论温度为255-265°C),热熔机模头外层膜达15mu以上镀层,此膜层为pert专用材料镀膜。 |
| 2)PERT管热熔工艺:pert管热熔器温至260°C,温度稳定热熔机绿灯亮起,开始准备一手拿pert管、另一手拿pert配件,2手同时均衡用力进行承插热熔,一般管材易承插到位,管件较慢些,等管件承插到位及时快速拔出管材、管件,快速进行承插对接同时调整方向、位置,达到承插深度二手稳压60秒度 二手稳压60秒开 |
| 3)PERT管在热熔时 关键在拔出模头时 那一刹那时间 快速进行承插对接,因pert材料温度冷却速度是ppr的2.5倍,ppr管在热熔时拔出模头 停留6-9秒时间较安全,pert管在拔出模头 快速承插对接时间为2-4秒,控制这样的速度安全,否则会造成漏水隐患。 |
| 三、安装注意事项: |
| 1、使用专用的剥皮工具,结合润硕牌管件承插深度,沿管材的径向方向切割外管,深度以不伤及塑料内管壁为宜,待外管基本剥离后用电动磨具或蟹爪型斜口钳进行纵向剥离,使用磨具时需带护目镜,预防铝屑飞入眼睛; |
| 2.切割时需计算长度,严禁铝合金外管剥皮过长,导致内衬塑料管外露。 |
| 3.注意保护铝合金外管,严禁使用夹具或金属工具固定,避免外管留下明显疤痕,影响外管整体效果。 |
| 参考资料:《CJ/T321-2010》 |
| 安装施工五步曲: |
| 第一步: |
| 准备好所需要焊接的管材、管件、标记笔、环切割刀以及焊接机。然后把所需焊接管材的一头和管件在一起对比一下,用标记笔标出相应的深度。 |
| 第二步: |
| 用环切割刀在已经标记号的位置进行环切。注意:一般环切的时候要均匀往前推进,切勿开始时就切入太深,这样一方面会造成切口不均匀,另一方面会切到塑料管,影响管材质量。 |
| 第三步: |
| 用横切刀将环切后的铝管外层切断。还有另外一个相对简单的方法:用尖嘴钳子,直接倾斜撕掉,这个只适用于相对小一点口径的管材。注意:切勿切入太深,伤到里面的塑料管。 |
| 第四步: |
| 切断铝管后,把铝皮去除掉,检查里面的塑料管是否被损坏,如损坏,切掉塑料管,重新切铝管。在这边还有一种电动的切刀,针对大一些口径的管材。 |
| 第五步: |
| 加热热熔机,把塑料管和相应的管件相连接。注意:管件的承插部分要包到铝管部分。 |
井冈山铝合金衬PERT复合管Ⅰ型/Ⅱ型价格
1/5
井冈山铝合金衬PERT复合管Ⅰ型/Ⅱ型价格
¥15.00/米
2016-06-21 15:585分享0询价
参数
- 润硕品牌
- 99米起订
- 徐州产地
江苏 徐州
0天内发货
0米
产品参数
- 润硕
- 江苏 徐州
- 99米
产品详情

在线留言
店铺最新





- 井冈山铝合金衬PERT复合管Ⅰ型/Ⅱ型价格
- ¥15.00
 在线问
在线问
最近来访记录