
 卷管用高强度钢板是指牌号Q420钢,强度高,特别是在正火或正火加回火状态有较高的综合力学性能。主要用于大型船舶,桥梁结构卷管,电站设备,中、高压锅炉,高压容器,机车车辆,起重机械,矿山机械及其他大型焊接卷管结构件。牌号Q460钢,强度高,在正火,正火加回火或淬火加回火状态有很高的综合力学性能,全部用铝补充脱氧,质量等级为C、D、E级,可保证钢的良好韧性的备用钢种。用于各种大型工程结构及要求强度高,载荷大的轻型结构
卷管用高强度钢板是指牌号Q420钢,强度高,特别是在正火或正火加回火状态有较高的综合力学性能。主要用于大型船舶,桥梁结构卷管,电站设备,中、高压锅炉,高压容器,机车车辆,起重机械,矿山机械及其他大型焊接卷管结构件。牌号Q460钢,强度高,在正火,正火加回火或淬火加回火状态有很高的综合力学性能,全部用铝补充脱氧,质量等级为C、D、E级,可保证钢的良好韧性的备用钢种。用于各种大型工程结构及要求强度高,载荷大的轻型结构
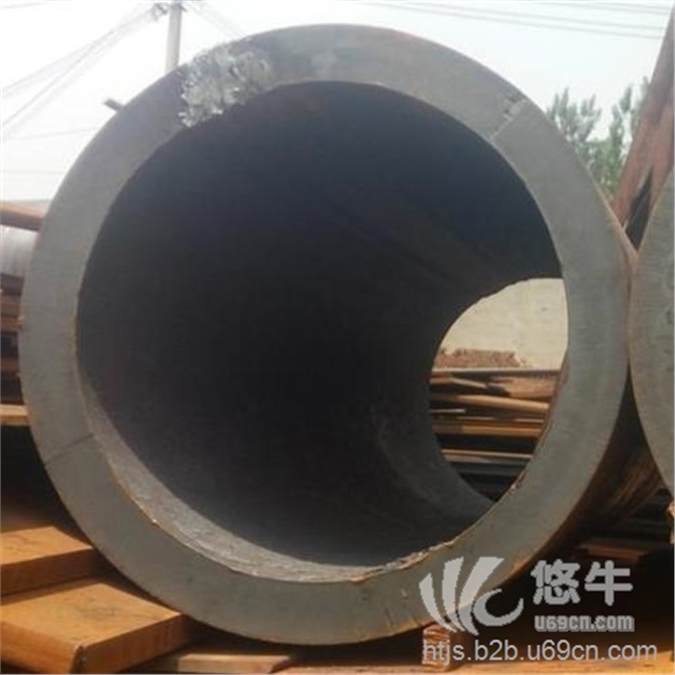
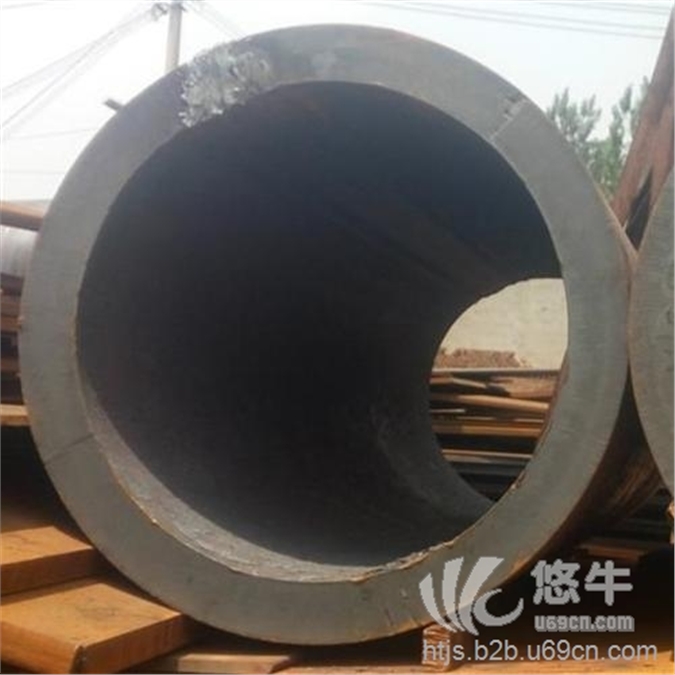
直缝卷管的加工方法说明
直缝卷管加工首先锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法.
挤压:是钢材将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,多用于生产有色金属材钢材.
轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法.
拉拨钢材:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工.

不锈钢热轧卷酸洗后,带钢两边部普遍存在宽度8-18mm通长粗糙带,称为侧翻。由于侧翻在冷轧后消除不了,直接影响到冷轧成品表面质量,所以一般切边后交货。在实际生产中,应尽量控制侧翻的宽度。
侧翻形成机理及原因:
1.由于连铸坯大面修磨后棱角尖锐,而侧面不修磨,经加热氧化后,侧面粗糙,在粗轧立轧后,会使4个棱角及未修磨侧面金属延伸到板面上去,形成侧翻;
2.粗轧立辊磨损大,快造成侧翻宽度加宽;
3.坯料宽度波动大,长度方向梯形等致使立辊侧压量控制不稳定,侧翻宽度加宽,冷轧后侧翻切不净。
控制措施:
1.侧翻主要是铸坯侧面不修磨又经加热氧化后表面粗糙,轧薄后翻至带钢表面所致;如果原始铸坯侧面光洁度高,相应加热、轧制过程中粗糙、氧化也较轻,可有效减轻或看不到侧翻现象。
2.热轧时粗轧立辊采用适当的侧压量,可减少立轧过程中铸坯侧面向表面翻转量,减少侧翻宽度。
3.连铸板坯纵向侧凹浇铸可显著降低钢卷侧翻宽度,且随着侧凹程度不同,钢卷侧翻宽度降低两也随之发生变化,当侧凹量为3mm时,钢卷侧翻宽度降低效果最为明显,同时侧翻宽度的离散程度也减小。
国内,太钢采取以上措施后,钢卷侧翻平均宽度由11.2mm降低至9.3mm,提高了钢卷的利用率,同时对结晶器的损害很小,效果良好。