钢板卷管常发生氧化现象三大原因:
1、钢板卷管生产工艺原因:这是导致产钢制品产生氧化的原因之一,从生产工艺和产品特性来讲,在钢板卷管的表面形成一层薄的氧化膜是避免产生发生氧化的基础工艺,也是钢制品区别于其它钢铁制品的主要特点之一,但是由生产工艺不足或疏忽而导致表现氧化膜不完整、不连续时,空气中的氧便直接与产品中的一些元素发生了氧化还原反应,从而导致钢板卷管出现表现氧化现象。

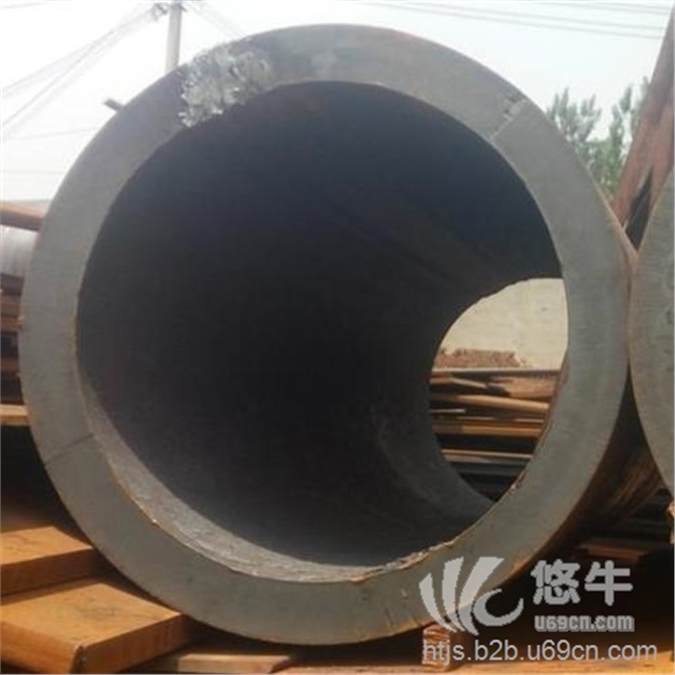
钢板卷管和螺旋管的区别
都是按外表形状区分;所谓碳钢管;应叫焊接钢管又称有缝管,材质普通碳素钢,全管纵向有一条接缝,是由带钢加热拉制一次成型由此叫做有缝管。碳素钢板卷管;是由普通碳素钢板一段一段卷制连接而成适宜低温低压介子,由此叫做碳素钢板卷管。无缝钢管;是由管坯加热顶制而成,整体没有接缝,材质可根据需要而定常用于高温高压等流体,由此叫做无缝钢管。螺旋钢管;也是由带钢加热旋转一次成型,适用于30Kg以下流体,材质根据需要变化,顶替无缝管大口径不易制作的缺陷,适宜口径较大中低压流体

不锈钢热轧卷酸洗后,带钢两边部普遍存在宽度8-18mm通长粗糙带,称为侧翻。由于侧翻在冷轧后消除不了,直接影响到冷轧成品表面质量,所以一般切边后交货。在实际生产中,应尽量控制侧翻的宽度。
侧翻形成机理及原因:
1.由于连铸坯大面修磨后棱角尖锐,而侧面不修磨,经加热氧化后,侧面粗糙,在粗轧立轧后,会使4个棱角及未修磨侧面金属延伸到板面上去,形成侧翻;
2.粗轧立辊磨损大,快造成侧翻宽度加宽;
3.坯料宽度波动大,长度方向梯形等致使立辊侧压量控制不稳定,侧翻宽度加宽,冷轧后侧翻切不净。
控制措施:
1.侧翻主要是铸坯侧面不修磨又经加热氧化后表面粗糙,轧薄后翻至带钢表面所致;如果原始铸坯侧面光洁度高,相应加热、轧制过程中粗糙、氧化也较轻,可有效减轻或看不到侧翻现象。
2.热轧时粗轧立辊采用适当的侧压量,可减少立轧过程中铸坯侧面向表面翻转量,减少侧翻宽度。
3.连铸板坯纵向侧凹浇铸可显著降低钢卷侧翻宽度,且随着侧凹程度不同,钢卷侧翻宽度降低两也随之发生变化,当侧凹量为3mm时,钢卷侧翻宽度降低效果最为明显,同时侧翻宽度的离散程度也减小。
国内,太钢采取以上措施后,钢卷侧翻平均宽度由11.2mm降低至9.3mm,提高了钢卷的利用率,同时对结晶器的损害很小,效果良好。