
焊接弯头,合金焊接弯头批发,不锈钢焊接弯头批发,碳钢焊接弯头批发,大量现货
焊接弯头的生产的时候收到工艺等方面的影响会出现口径偏差,和无缝管焊接的时候由于偏差的存在会使得焊接不是很稳定,当然对于压力不是很高的管道或者口径比较小,基本是没有多大的问题的。
作为压力比较高的管道,焊接弯头的口径误差就要求比较严格了。焊接弯头在生产的时候收到模具的限制,比如说我们要生产219*7的弯头,我们使用的无缝管是159*7.但是焊接弯头的胎具一般都是219*8或者是219*6的,如果型号比较少就只有就和那两种型号的模具,使用219*6的模具做出的焊接弯头的外径大概就是217 216.假如使用219*8的模具做出的焊接弯头的外径就是223左右,当然假如是五金市场卖的质量比较次的焊接弯头基本都是外径比较小的,因为外径小了之后更节省材料。
目前沿用的标准好像是口径在100一下的焊接弯头误差在1.5毫米之内,400以下的误差在3还之内。其实我们不要完全坚持在标准范围之内,应该超越标准更好的配合管道的焊接。使得管道和焊接弯头更为紧密。

河北焊接弯头厂家,大口径焊接弯头,厚壁焊接弯头,承插焊接弯头,合金焊接弯头···应有尽有
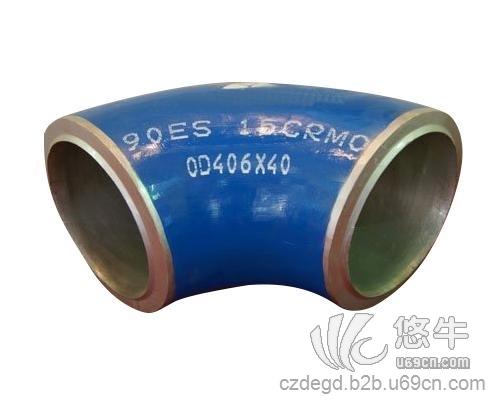
大口径弯头特点:
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)
2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点
3.保护气体为氩气,纯度为99.99%.当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min.
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm.
5.为防止焊接气孔之出现,焊接部位如有铁锈,油污等务必清理干净.
6.焊接电弧长度

焊接弯头,我厂主要生产,厚壁焊接弯头,对焊焊接弯头,U型焊接弯头等等···
焊接弯头,大口径对焊弯头在焊接施工操作完成后需要根据实际情况或管道外界环境进行防锈或防腐蚀处理,以避免弯头在焊缝处锈蚀或腐蚀,而造成弯头使用寿命过短.
多年来,沧州迪恩管道凭借雄厚的技术实力,先进的生产工艺,完备的检测手段,科学的管理,和完善的售后服务体系除承揽国内几十项大型工程的管件生产外,产品还远销到北美,欧盟,中东及东南亚等20多个国家和地区,深受客户的青睐和好评.厚壁焊接弯头