注意事项高频对接时要根据管口较大尺寸进行焊接,开口及焊口尺寸见下表,焊口不应大于m。开口处应待焊口自然冷却后进行填充,不宜在管口接头内施焊。焊接时焊口宜采用常压气保焊或手工电弧焊进行焊接,当采用电弧焊对口焊接时,焊口处须自然冷却,无焊瘤和未焊透。
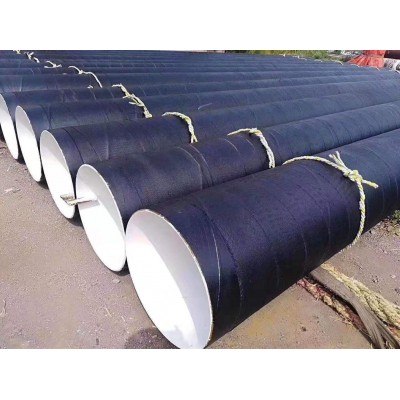
该钢管外径m,内径m,与液压支腿、吊车梁、地上铺设一定厚度的钢板及加固,并不断用焊接焊接方法固定,具有耐腐蚀、防水、抗油、耐化学品介质和长寿命的优点,一直广泛应用于桥梁、轻轨、沥青路面等领域。钢管焊接原理钢管是一种高分子材料,由于具有高的强度和韧性,适用于低温焊接。
热熔对接焊管的管口焊接完成后,要经过左右的恢复时间,恢复时间不宜超过,如果复原效果不佳,也可以重新焊接。所需的恢复时间可根据焊接材料、焊接工艺要求、管道焊接规范和现场实际情况自行决定。
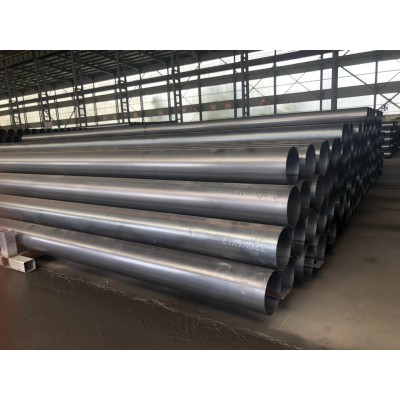
经过长期的实践检验,abs直缝钢管的焊接性比双面埋弧焊的焊接性优越得多,适用于各种工况的管道,尤其在管道弯头和三通的焊接上具有优异的性能。
pccp管道性能指标:螺旋焊管抗压强度、弯曲强度、断面延伸率、拉伸强度、断裂伸长率、断裂伸长率与剥离强度、管体抗拉强度、管壁厚度及硬度。lgd螺旋钢管公司lgd螺旋管产品线分为全系列和半系列。