
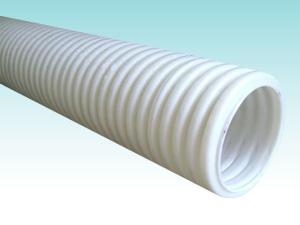
1.双壁波纹管的应用。如无特殊要求时,为了降低管的生产成本,原料中可适当加些碳酸钙填充料,但要注意碳酸钙的细度控制(轻质碳酸钙细度应补小于320目,重质碳酸钙应补小于500目),白度应大于90%。最好对碳酸钙进行活化处理。
2.配方中填充料比份的增大。为了降低原料的挤塑难度,可适当在原料中加些增塑剂。
3.原料中填充料量的增加爱。使熔料的流动性变差。注意成型这种熔料的模具压缩比约为5;分流锥角在60o-90o之间选取;成型管坯芯棒的平直段应取长些,长度约是管直径的2倍左右;真空定径套长度约为400mm左右。
4.用双螺杆挤出机基础成型双壁波纹管时,由于物料在机筒内塑化时间比单螺杆挤塑时间短,而且塑化质量又好,所以用料配方中的稳定剂加入量可少于单螺杆挤出管材用量。
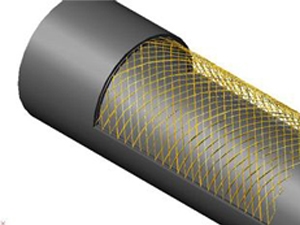
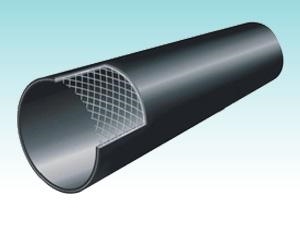
本厂主要生产HDPE双壁波纹管、渗水管、自来水管、PE给水管、打孔波纹管、单壁波纹管、通风管、三色管、MPP电力管、CPVC电力管、农田灌溉管、HDPE钢丝增强骨架管、钢丝网骨架聚乙烯复合管、HDPE五孔、七孔梅花管、PE阻燃电工 套管、PE通讯子管、PE过路顶管、CPVC电力过路管材、格栅管、PVC四、六、九格栅、方孔通讯管、PVC电工套管以及UPVC管材、管件等。欢迎各界朋友来 厂参观订购!更多信息请浏览http://www.xxjinyi.com
双壁波纹管排水管价格
1/5

双壁波纹管排水管价格
¥500.00/立方
2022-06-09 09:194分享0询价
参数
- 金亿品牌
- 1000立方起订
- 保定产地
河北 保定
0天内发货
0立方
产品参数
- 金亿
- 河北 保定
- 1000立方
产品详情

在线留言
店铺最新





- 双壁波纹管排水管价格
- ¥500.00
 在线问
在线问
最近来访记录
河北省石家庄市网友 03-08 01:21 用安卓手机在Safari上访问了本页
上海市网友 2024-10-13 00:39 用Win10电脑在谷歌浏览器上访问了本页