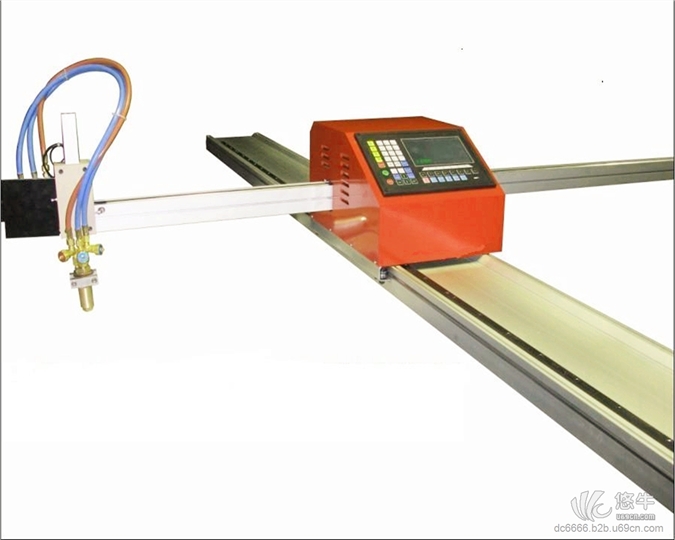
一、【设备简介】
CNC系列龙门式数控切割机,是佛山德诚机械有限公司的品牌产品。采用模块化的设计法,采购优质配件,推行先进的工艺,造型美观,低重心,运行稳定使其成为业界推崇的高性价比产品。
数控切割机(CNC Cutting Machine )就是用数字程序驱动机床运动,随着机床运动时,随机配带的切割工具对物体进行切割。这种机电一体化的切割机对各类钢板,不锈钢板,铜材等各类型材料进行任意平面几何图形的切割加工。根据数控切割套料软件提供的优化套料切割程序进行全时,自动,高效,高质量,高利用率的数控切割。数控切割代表了现代高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。
二、设备基本配置
D416C2 | 2.1 | 主机轨距 | 4000mm |
2.2 | 纵向导轨长度 | 16000mm | |
2.3 | 数控火焰割炬移动体 | ||
2.4 | 自动点火装置 | ||
2.5 | 等离子割炬移动体 | 1组 | |
2.6 | 火焰调高方式 |
| |
2.7 | 等离子调高方式 | HYD弧压调高1组 | |
2.8 | 驱动方式 | 双边驱动 | |
2.9 | 管路传动方式 | 纵向挂钩、横向拖链 | |
2.10 | 控制器安装方式 | 左安装 | |
2.11 | 数控系统 | 中工控系统 | |
2.12 | 驱动系统/伺服电机 | 日本品牌松下
| |
2.13 | 减速机 | 德国NEUGART | |
2.14 | 套料软件 | 美国STARCAM | |
2.15 | 等离子电源 | 美国海宝45A |
三、【设备主要技术指标】
3.1 | 有效切割宽度 | 地方 单位mm | 3000 |
3.2 | 有效切割长度 | 单位mm | 14000 |
3.3 | 火焰切割厚度 | 单位mm | 6~200 |
3.4 | 火焰切割速度 | 单位mm/min | 5-750 |
3.5 | 等离子切割厚度 | 质量切割1-10mm 切割厚度1-10 | |
3.6 | 割炬升降距离 | 单位mm | 200 |
3.7 | 整机运行速度 | 单位mm/min | 0-12000 |
3.8 | 设定速度误差 | ≤±5% | |
3.9 | 纵向直线精度 | ≤±0.2mm/10m | |
3.10 | 整机综合精度:
| 注:以右综合图形为准,边长1000×1000划线速度500—800mm/min |
|
3.11 | 边长(四边) | 单位mm | ±0.5 mm |
3.12 | 对角线误差 | 单位mm | ±0.5 mm |
3.13 | 回原点偏差 | 单位mm | ±0.2 mm |
3.14 | 交点偏差 | 单位mm | ±0.5 mm |
3.15 | 顺逆直线偏差 | 单位mm | ±0.2 mm |
四、【设备工作条件】
4.1 | 电源电压/频率 | 220V±10%/50HZ |
4.2 | 输入功率 | 3KW(不含等离子电源) |
4.3 | 切割氧压力 | 0.5-0.8Mpa |
4.4 | 预热氧压力 | 0.4-0.6Mpa |
4.5 | 燃气压力 | 0.05-0.1Mpa |
4.6 | 燃气种类 | 丙烷/乙炔/液化气 |
4.7 | 环境温度 | 0-50°C |
4.8 | 相对湿度 | < 90%无冷凝 |
4.9 | 周边环境 | 10米内无较大冲击震动和高频源 |
【设备部件介绍】
主机结构:
主机架由横梁和两个纵向端架组成。
横梁是由优质模具钢板焊接结构。横梁焊接时采用了间断焊工艺,降低了焊接应力;横梁焊接件焊后进行有效的去应力处理,消除了焊接应力,有效防止了结构变形延长了横梁的使用寿命。
纵向端架的两侧面选用整块优质钢板,中间隔板采用加厚肋框式设计,这样机器的左右端架刚性增加,提高了机器的抗变形能力,重心稳定,保证了良好的动态平衡。
门架加工采用科学的工艺安排和高精度的加工手段,一次装夹完成多项加工内容,减少定位累计误差,保证了图纸要求的加工精度
纵向导轨和齿条:
主、副导轨采用高强度路轨制作,导轨的顶面和侧面都经过精密机械加工,在主、副导轨外侧面装配有精密的纵向齿条。
材质:U71Mn
强度:≥700N/mm2
单根长度:2米
加工方式: 导轨用高精度导轨磨床磨制
导轨固定方法可根据用户要求提供基础图纸。
导轨制作精度:
齿条安装基准面与导轨侧面平行度小于等于0.1mm
主导轨两侧面的尺寸公差小于等于0.05mm
纵向齿条:
齿条采用高精度机械加工制作,经调质处理。
纵向制作精度:7级
单位长度:1米
误差: ±0.03mm/300mm
纵向驱动控制系统:
本机采用由德国品牌NEUGART齿轮箱、日本松下伺服电机构成一个完整的驱动系统,并由CNC数控系统作双边控制。在整个调速范围内取得了良好的传动特性,且使机器的定位精度得到了保证。
纵向驱动系统装在纵向端架中部,齿轮与齿条啮合采用弹簧压紧机构,使传动更加合理、平稳。
纵向端架底部有前后两个滚动轮可沿导轨平滑滚动,底部两侧装有用防尘轴承制成的偏心夹紧轮,从而确保机器的导向精度,而精密加工的齿轮和齿条以及随动式夹紧装置保证了传动精度。
横向驱动控制系统:
机器装有横向驱动移动体,采用了与纵向同样的驱动控制方式,即由德国品牌NEUGART齿轮箱、松下伺服电机构成一个完整的驱动系统。横向驱动主动移动体以及其它从动移动体均安装在横梁前的导轨上,动力由电机通过齿轮传到齿轮箱,再传到与装在横向导轨上的齿轮相啮合的驱动齿轮上。本机在横梁前部装有高强度弹性钢带用于驱动各从动移动体,而在横梁两端有两个导向滚轮将其张紧。如有从动移动体上横向驱动控制系统的夹紧装置可夹在钢带上,以获得同向切割方式。
割炬升降座:
通过精密丝杆的传动,带动割炬升降座沿导轨作上、下移动。
升降座由铝合金材料浇铸加工成型,与钢制件相比,重量轻,提升阻力小。
电缆、气管传送方式:
本公司采用的尼龙拖链通过ISO9001-2000认证,许可证号CNAB053-Q,所有产品均性能稳定耐用。
拖链是有尼龙6与玻璃纤维复合改性加工而成,因而具有良好的耐低温及抗冲击特性,去掉传统连接方式的不足,研究改进现有的新型拖链,克服了原来拖链崩脱不足,从而适应高速运动工作状态下的长时间运行使用。
拖链的用途和特点:
适合于使用在往复运动的场合,能够对内置的电缆、气管等起到牵引和保护的作用。
拖链每节都能打开,便于安装和维修,运动时噪音低,耐磨,可高速运动。
拖链的基本参数:
l 材料:增强尼龙,具有高的压力和抗拉负荷,良好的韧性高弹性耐磨性阻燃性。高低温时性能稳定,可以使用在室外。
l 抗耐性:耐油,盐并有一定的耐酸,耐碱能力。
l 运行速度和加速度:最高速度可达5米/秒,最高加速度可达5米/秒(具体速度,加速度视运行情况而定)。
l 运行寿命:在正常架空使用情况下,可达500万往复运动速度(具体寿命视运行情况而定)。
自动点火装置:
它由点割炬、点火电缆、燃气软管及固定架所组成,点火电缆一端接在点割炬上,另一端接在点火控制器上;燃气软管一端接在点割炬上,另一端接燃气来源(中央集气管路),燃气的接通与断开由电磁阀控制,固定架把点割炬固定在单割炬旁。点火过程由操作台上的点火按钮控制,当点火按钮压下时点割炬被点燃,从而引燃割炬。
自动点割炬通以燃气而无需通以氧气,燃气燃烧所需的氧气来自空气,当燃气进入点割炬注入喷嘴时,由于注入喷嘴通径急剧缩小,因此使得燃气的流速在进入点割炬内部空间时急剧增加,从而在点割炬内部产生负压以使外部空气从小孔吸入点割炬提供助燃氧气。燃气与空气所形成的混合气体从点割炬喷出时,被点火控制器所提供的高压电弧点燃,从而把割炬点燃。
为了防止点割炬在火焰切割过程中可能受到干扰,点割炬喷嘴端部到割炬割嘴之间的距离不得小于100mm以保证点割炬使用性能可靠。
点割炬注入嘴与点割炬端部螺纹联接处必须严格密封,以防止过多的空气进入点割炬内部从而影响点火性能,注入嘴必须保持清洁,以保证燃气流通自如,如遇堵塞,请用压缩空气吹通,注意,不得使用钻头之类的硬物体以防损伤或损坏点割炬。
点火电缆与点割炬的连接电缆用螺母与点割炬连接,电缆端与压紧螺母平齐,当点割炬应用次数过多后,与点割炬接触处电缆会被烧坏而影响点火性能,在这种情况下压紧螺母,用剪刀把坏的电缆剪掉,剪切时须注意,剪切处必须平整,再把电缆装上以恢复点火性能。
售后服务:
我公司承诺:
设备整机免费保修一年,终身维护。
客户服务的响应时间在12小时之内。
当设备保修期满后,终身提供维修服务。
德诚数控切割机的优良品质源于德诚机械的不懈追求!