品牌:建宏机械
起订:1件
桶顶密封器的装配详细的介绍
钢桶螺圈的常见锁装方法,在上一节已经简单介绍过,这里我们主要介绍一下目前比较先进的一种装配方法——S 型锁装法。在钢桶盛装货物后的运输过程中,经常会受到磕碰或跌撞,而桶口处在碰伤后,最容易产生泄漏。当我们解剖其结构仔细研究时,发现,原来的锁装结构被破坏了,密封性能也随之丧失了。为了解决桶口锁装结构的致命缺点,研制了“S”型锁装结构,完美地解决了这一问题,这种 S 型锁装结构,由于 S 部位也是八方结构,在跌落试验后,基本保持完好的锁装结构,大大地提高了桶口的密封性能。据统计,由于锁装结构的改变,桶口泄漏率能够有效减少 90%以上,目前在国际运输包装中,重要的出口和危险品用钢桶,已大量采用了这种锁装结构。S 型锁装生产时,使用 S 型螺圈锁装专用模具完成,与传统的模具生产效率相同,可以一次性锁装成形。使用 GRT 螺圈,并采用 S 型锁装技术,把这两项技术结合起来,桶口的密封性能可以达到99.99%的合格,桶口基本上能达到零渗漏的目标。


桶底顶生产工艺方法之压力机的详细介绍
冲压设备通常有三种类型,即曲柄压力机、螺旋压力机和液压机。钢桶生产中最常用
的是曲柄压力机。曲柄压力机是由机身、传动系统、离合器、制动器、曲轴滑块机构和下部
拉伸垫等部件组成的。曲柄压力机工作时,电动机通过飞轮驱动曲轴旋转,曲轴轴心线与其上的曲柄轴心线偏移一个偏心距 r。连杆是连接曲柄和滑块的零件。连杆用轴承与曲柄连接,连杆与滑块的连接是通过球头铰接的。因此,曲轴旋转时就使滑块作上下的往复直线运动,这就是曲柄-连杆机构。 这机构不但能使旋转运动变成往复直线运动,还能起力的放大作用, 即增力作用,使滑块在最下位置时产生很大的压力。
冲压模具的上模固定在滑块的下平面上,下模固定在工作台板的平面上,因此,滑块每上下运动一次就完成一次冲压动作。虽然滑块的往复直线运动是由曲柄的回转运动促成的, 曲柄也是匀速的转动,但是滑块在其行程中各点的速度是不一样的。 在滑块向下行程时,滑块在上死点的速度等于零。滑块继续向下运动,其速度就增加到某一个很大值,到达下死点时,其速度又重新降至零。在向上行程时和向下行程时一样,滑块的运动速度重复由零至31极大再由极大降至零这个范围内变化。

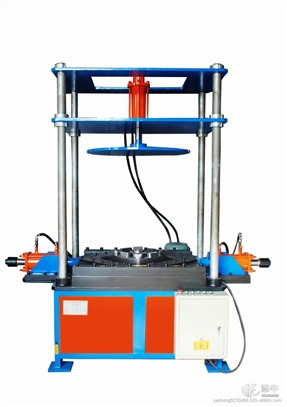
胀锥(胀方)成形工艺内容详细的介绍

 锥形桶是近年来在国内发展起来的新产品, 目前最典型的锥形桶有 20 升方便桶和215 升开口锥形桶。锥形桶的成形桶身展开是一个扇形,以前小批量生产的锥形桶,板材按扇形下料,不仅模具复杂、易损、冲压设备庞大,而且不利于大批量生产,故现在多采用胀锥法生产。胀锥法生产的工艺方法是:下料时按锥形桶小头直径展开,裁剪成长方形条料,经缝焊成为圆柱形桶身,再把桶身内套在一个胀锥模具上,模具通过液压机油缸顶入后胀开,桶身一次胀成。在大批量生产中,大多利用专业设备——胀锥机进行桶身胀形生产,生产效率较高。一般胀锥机立式的较多,也有制成卧式的,以液压传动方式控制,并由油缸作为胀锥执行机构
锥形桶是近年来在国内发展起来的新产品, 目前最典型的锥形桶有 20 升方便桶和215 升开口锥形桶。锥形桶的成形桶身展开是一个扇形,以前小批量生产的锥形桶,板材按扇形下料,不仅模具复杂、易损、冲压设备庞大,而且不利于大批量生产,故现在多采用胀锥法生产。胀锥法生产的工艺方法是:下料时按锥形桶小头直径展开,裁剪成长方形条料,经缝焊成为圆柱形桶身,再把桶身内套在一个胀锥模具上,模具通过液压机油缸顶入后胀开,桶身一次胀成。在大批量生产中,大多利用专业设备——胀锥机进行桶身胀形生产,生产效率较高。一般胀锥机立式的较多,也有制成卧式的,以液压传动方式控制,并由油缸作为胀锥执行机构