品牌:建宏机械
起订:1件
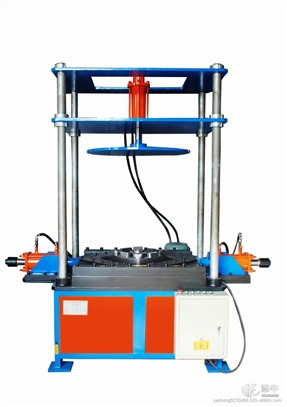
1. 正确选择缩管模具塞进主轴模框内进行装模,如合模缝隙过大必须用垫模钢片垫固,确定合模牢固后锁紧模盖紧固螺丝。
2. 试机前必须打开飞轮防护罩,手动飞轮轮回几次确定无卡塞异常,并盖好飞轮防护罩。以上做完后空转试机(注:主轴模框内在未装好主模具严禁试机空转)。3.操作需注意:谨慎操作

在制管成型过程中,冷拔和冷轧是两种共存的工艺,在实际生产中实现的效果异曲同工,所生产出的无缝管也各有优势。目前,在我国不锈钢制管企业当中,YLB100t、YLB150t、YLB250t、YLB550t系列高精度液压冷拔机组是较为常用的、口碑也较好的冷拔型制管设备。而在冷轧机组当中,LG30-H、LG55-H、LG60-H、LG60-2H、LG110-H、LG250-H系列冷轧管机组都是应用的较多的机型。而LG-200和φ159连轧管机也是一些大型钢厂比较偏爱的机组

3.1 产品采用数字控制,机、电、液压联动技术,通过调节或更换部分调节装置、夹具,自动连续完成线圈从梭型到成品的加工过程。 3.2 本机主要技术原理是完全模拟线圈在锭子中的状态(即设计图纸要求)从数控系统中直接输入成型角度α,上、下层边半径R1,R2值和各项动作指令、使得线圈直线边在成型过程中始终绕电机轴心旋转,完全吻合锭子嵌槽位置、角度要求,端部在顶弧和鼻夹的约束下成型,使其满足呈圆锥状排列的要求.嵌线时端部不挤压,不干涉。