品牌:济宁利兴精密机械制造有限公司
起订:1件
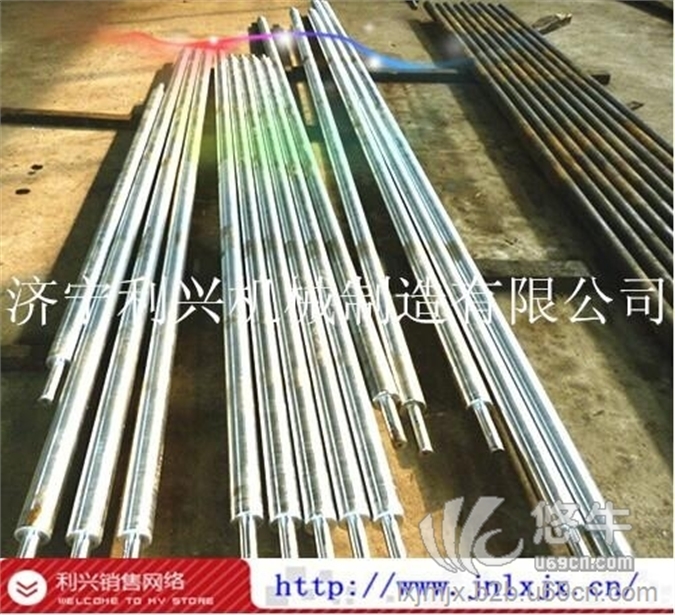
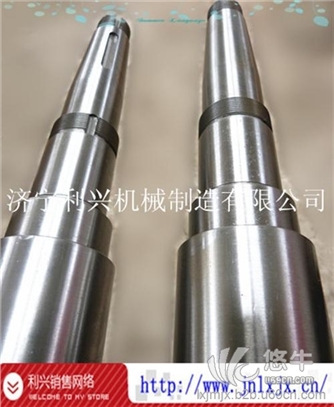
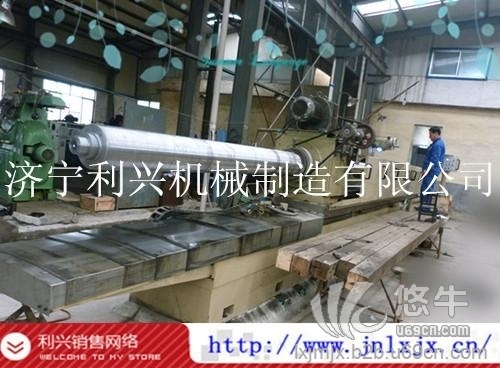
滚珠丝杠在数控机床中的几种状态形式, 滚珠丝杠副作为数控机床的进给传动链,其装配形式和精度决定了数控机床的定位精度,也影响着进给轴插补运行的平稳性。滚珠丝杠副安装形式及受力,数控机床进给轴常见的丝杠支撑有如下几种形式:
1、一端固定——一端自由
丝杠一端固定,另一端自由。固定端轴承同时承受轴向力和径向力,这种支承方式用于行程小的短丝杠或者用于全闭环的机床,因为这种结构的机械定位精度是最不可靠的,特别是对于长径比大的丝杠(滚珠丝杠相对细长),热变性是很明显的,1.5m长的丝杠在冷、热的不同环境下变化0.05~0.10mm是很正常的。但是由于他的结构简单,安装调试方便,许多高精度机床仍然采用这种结构,但是必须加装光栅,采用全闭环反馈。
2、一端固定——另一端支承
丝杠一端固定,另一端支承。固定端同时承受轴向力和径向力;支承端只承受径向力,而且能作微量的轴向浮动,可以减少或避免因丝杠自重而出现的弯曲,同时丝杠热变形可以自由的向一端伸长。这种结构使用最广泛,目前国内中小型数控车床、立式加工中心等均采用这种结构。
3、两端固定
丝杠两端均固定。固定端轴承都可以同时承受轴向力,这种支承方式,可以对丝杠施加适当的预紧力,提高丝杠支承刚度,可以部分补偿丝杠的热变形。

丝杆都用在那些机械?
【火花机的根本概念】火花机丝杆
火花机(简称EDM,全称Electrical Discharge Machining)是一种机械加工设备,主要用于电火花加工。广泛应用在各种金属模具、机械设备的制造中。它是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工。
【线切割是什么】线切割丝杆
电火花线切割简称线切割。它是在电火花穿孔、成形加工的基础上发展起来的。它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔、成形加工。如今,线切割机床已占电火花机床的大半。
【什么是剪板机】剪板机滚珠丝杆
剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪板机可分为:脚踏式(人力)、机械剪板机式、液压摆式剪板机等。剪板机常用来剪裁直线边缘的板料毛坯。剪切工艺应能保证被剪板料剪切表面的直线性和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。
【数控机床概念】数控机床滚珠丝杆
数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作数控折弯机并加工零件。

简括滚珠丝杆使用寿命的因素都有哪些?
1、机床滚珠丝杆必须保持彻底的清洁并且用防锈油做好防护,应特别注意不可使尖锐物或者刀具撞击牙型表面及不可让任何铁屑进入螺帽内部,而且组装滚珠丝杆轴端外径亦不可碰撞擦伤。
2、滚珠丝杆相对于直线导轨而言,在选择精度等级适用的滚珠丝杆可以参考TBI滚珠丝杆选型表,依组装标准程式安装,换言之,使在CNC工具机械上的精密研磨级滚珠丝杆,必须校正及选用合适的精密轴承组合。
转造级滚珠丝杆适用于精度较不高的场合,如包装机械...等,即可选用精度较不高的支撑轴承组合,特别重要是,避免轴承支撑座与螺帽偏心,造成负荷的不均。不均负载含径向力及扭矩,皆可能造成故障及寿命减低。
3、为了使滚珠丝杆达到寿命,建议您使用含有润滑剂之轴承用油,油脂必须保持填注及钢珠及珠槽上,以直接给油到螺帽内为佳。
4、特别注意,当安装到滚珠丝杆于机械上,请勿敲打螺帽或弯管,同时不可让螺帽与丝杆分离或过行程-螺帽部分行程离开丝杆,若是如此造成钢珠脱离珠槽。
5、选择合适的轴端支撑轴承组合,在CNC工具机上,建议采用斜角轴承(斜角: 60°)。
6、在螺杆两端应该安装防撞器或不出牙设计以避免螺帽过行程,导致螺杆的破坏。
7、滚珠丝杆建议使用伸缩式之保护套来保护,以避免受到环境中尘埃或铁屑的污染。若有碎屑或异物进入螺帽内,则会造成螺杆只剩十分之一寿命。采以伸缩式须要在法兰上加螺纹孔以固定之。