品牌:济宁利兴精密机械制造有限公司
起订:1件
丝杆在加工过程中接触支撑爪而产生振动。车床所以在车削细长轴时,最使用三爪跟刀架,因为使 用三个支撑爪的跟刀架,能使工件上、下、前、后均不能移动,车削稳定,不易产 生振动。 使用跟刀架时,一定要注意 支撑爪对工件的支撑要松紧适 当,若太松,起不到提高刚性的 作用,若太紧则影响工件的形状 精度,车出的工件呈“竹节形”。
丝杆在车 床车削过程中,要经常检查支撑 爪的松紧程度,进行必要的调 整。














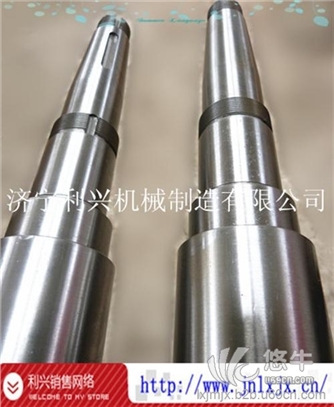
调质钢丝杠有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含 碳量控制比较严格。
如果含碳量过高,调质后工件的强度虽高,但韧性不够,如 含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量 控制在 0.30~0.50%。 调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为 主的显微组织。通过高温回火,得到以均匀回火索氏体为主的显微组织。小型工 厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达 到该材料的淬火硬度,回火后硬度按图要求来检查。 工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实 施工艺提些看法。








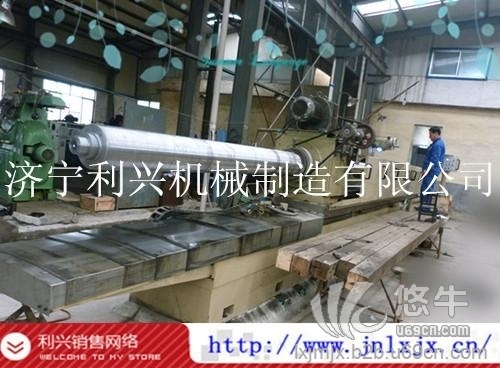
在车削细长丝杠时,使用了中心架,使支承间的距离缩短了一半,可提高工件的刚性。采用跟刀架车削细长丝杠时,缩短切削作用点和支承点之间的距离,工件的刚性得到很大的提高,切削作用点和支承点之间的距离约为5~10mm在车床上加工细长丝杠时,一来容易产生振动,不利于切削;二来不易保证零件的质量精度。
解决这个难题的方法大致有两方面:其一是在切削时改善刀具的切削角度,选合理的切削用量;其二是增设辅具,即装上跟刀架,用以消除振动,以保证零件的质量和精度。车速也可以相应提高,进给量也可以增大,振动小,车出的零件弯曲度小,提高了生产率,同时也提高了零件的加工精度在加工细长丝杠时,普遍存在的问题是质量差、效率低。前面已经介绍过提高刚性的方法,但由于切削热的影响,丝杠必然产生热伸长。而此时卡盘和顶尖之间的距离是固定的,则工作轴向就没有伸缩的余地,使丝杠产生弯曲变形。


;">点赞 <b id="like-5-11569605-0">0</b></div><div class="hate" onclick="Dhate(5, 11569605, 0);">反对 <b id="hate-5-11569605-0">0</b></div><div class="report" onclick="Dreport(5, 11569605, 0);"><b>举报 0</b></div>
<div class="favorite" onclick="Dfavor(5, 11569605);"><b>收藏 0</b></div>
<div class="comment" onclick="Go()