品牌:济宁利兴精密机械制造有限公司
起订:1件
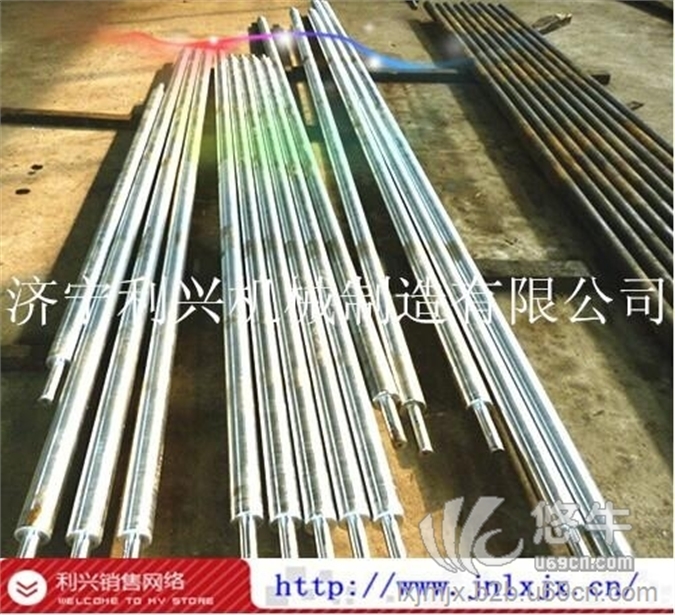
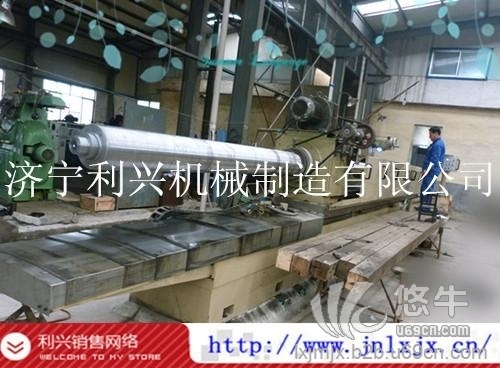
精密大型丝杠的加工 在大型丝杠的加工为了获得较高的精度,加.下工艺过程应考虑以下几点: (1) 对大型丝杠外圆和螺纹可分多次加工,逐步减少切削量,从而逐步减少切削力和内应力,减少加工误差,提高加工精度。 (2) 每次粗加工外圆及粗加工大型丝杠螺纹后都要进行时效处理,以便消除内应力。丝杠的精度要求越高,时效处理的次数也越多。 (3) 每次时效处理后都要重新打中心孔或修磨中心孔,以修止时效处理时产生的变形;并除去氧化皮等,使加工有可靠的定位基面。 (4) 每次加工螺纹前,先加二L丝杠外圆(切削量很小),然后以丝杠外圆和两端中心孔作为定位基面加丁:螺纹,逐步提高螺纹加工精度。 大型丝杠加工过程中校直和热处理工序,是保证大型丝杠精度,防止弯曲变形的关键工序。但是校直本身会产生内应力,这对精度要求较高的大型丝杠来说是不利的。因为内应力有逐渐消失的倾向,由于内应力的消失会引起大型丝杠的变形,这就影响了大型丝杠精度的保持。所以,对精度要求高、直径较大的精密丝杠,在加工过程中不较直,而是采用加大径向总余量和工序间余量的方法逐次切去弯曲变形,经多次时效处理和把工序划分的更细的方法来解决变形问题。 为避丝杠因自重引起弯曲变形,存放对应垂直放置,热处理时要在井式炉中进行。 一般不淬硬丝杠的螺纹经车削而成,而淬硬丝杠的螺纹在螺纹磨床上磨出螺纹。但对牙形半角大和大螺距、丝杠、螺纹的粗加工还是在淬硬前车削为好。

山东大型加长丝杠长度不用担心,我们做28米大型加长丝杠出口外国,精度有保证,只有你想不到的,没有我们做不到的大型加长丝杠,欢迎新老客户,来图加工,来厂考察。
丝杠螺纹的分类方法
1) 用途分类法分为:
紧固丝杠螺纹 、密封丝杠螺纹、管丝杠螺纹、传动丝杠螺纹、普通丝杠(或一般用途)螺纹、专用丝杠螺纹等.
2) 牙型分类法分为:
梯形丝杠螺纹、锯齿形丝杠螺纹、矩形丝杠螺纹、三角形丝杠螺纹、短丝杠(或矮)牙螺纹、60丝杠?及55丝杠?螺纹等.
3) 配合性质或型式法分为:
过渡配合丝杠螺纹、过盈配合丝杠螺纹、间隙配合丝杠螺纹、“锥/锥”配合丝杠螺纹、“柱/锥”配合丝杠螺纹、“柱/柱”配合螺纹等.
4) 螺距或直径大小分类法分为: 粗牙丝杠螺纹、细牙丝杠螺纹、超细牙丝杠螺纹、小丝杠螺纹等.
5) 单位分类法分为: 英制丝杠螺纹和米制丝杠螺纹.
6) 发明者姓氏或发明国分类法分为: 惠氏丝杠螺纹、美制丝杠螺纹、英制丝杠螺纹、统一丝杠螺纹等.
上述六种分类法中,用途分类法为最基本的分类方法.






大型 梯形丝杠 山东梯形丝杆 山东精密梯形丝杠 大型丝杠 大型精密丝杠 山东大型丝杠 丝杠螺母 花键轴 大型花键轴 山东花键轴
山东大型加长丝杠长度不用担心,我们做28米大型加长丝杠出口外国,精度有保证,只有你想不到的,没有我们做不到的大型加长丝杠,欢迎新老客户,来图加工,来厂考察。
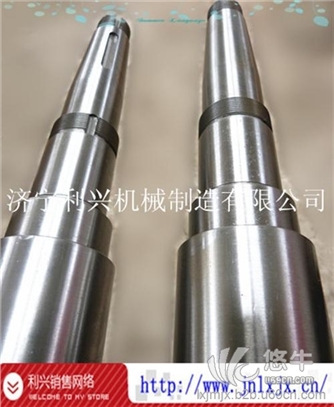
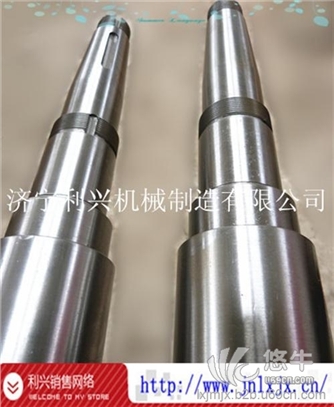
主要技术参数:
材质:优质45#钢
硬度:HRC62+2
表面硬化厚度:0.8~2.5mm
表面粗糙度:Ra0.2-0.4
硬铬厚度:0.015-0.025mm
直线度:80μm/1000mm
包装方式:草绳或泡棉
售后服务:我司承诺:凡遇到产品质量或无法装机的轴我们换货