品牌:建宏机械
起订:1件
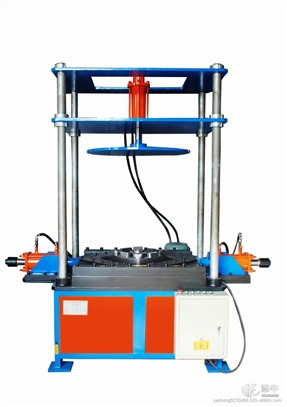
一.弯管机性能特点具有手动、电动、自动功能,手动自动功能可任意选择,操作方便简单,效率高,适合批量生产。
二.操作规程:
将弯管模具,夹板卸下,仅保留主轴状态,接三相四线380V电源,确认主轴必须为顺时针旋转方向,如果不是,必须调整接线,保证主轴旋转方向正确,一定注意!!!!待主轴方向确认好后,将弯管模具顺次安装好,弯管机处于待机状态,准备工作。
(8)施工场地周围,应有充足的活动范围;
(9)设备使用3-6个月后,减速机内换油一次

薄壁钢管弯曲时,管子在外力作用下弯曲变形,其弯曲部分的外缘在拉应力作用下管壁变薄,而管子内缘在压应力作用下管壁增厚。由于在管子弯曲过程中,外缘拉应力和内缘压应力的合力都向中部作用,导致管子弯曲部位在水平面上的直径变大,垂直面上的直径减小,出现椭圆形。同时,如果弯曲模具弧槽参数选择不当,不能起到强化弯曲部位管壁的作用,则管子内缘在压应力作用下,因管壁失稳临界力较低而产生波浪形皱褶。由以上分析可知:薄壁钢管弯曲时极易产生瘪皱缺陷。因此设计薄壁钢管弯曲模具时,必须合理确定其结构参数,以便钢管弯曲时,在模具作用下使管子产生一预加反应力,以抵消薄壁钢管弯曲时产生的椭圆变形,对弯曲部位的瘪皱缺陷进行合理控制。

模具部必须建立模具管理卡,此管理卡随模具出入库,模具管理卡上要注明模具编号、品名或品号、出/入库时间、生产数量等。2、注塑部根据生产计划安排的订单,从模具部领出模具进行生产,领出模具时也要将模具管理卡领出。注塑部开立《模具领用/入库在生产过程中,注塑部也要每4小时对模具进行清洗保养