品牌:建宏机械
起订:1件
卷板桶的原材料分析,哪家更合理
1、按厚度分,有重型桶、中型桶、次中型桶和轻型桶。盛装不同比重的货物,钢桶
的材料厚度就有所不同。
2、按材料涂层种类分,有无涂层钢板(冷轧板)、
镀锌板、预涂钢板、覆膜钢板。根据使用条件不同,选用不同的材料。
3、原材料的性能、质量,对钢桶生产过程影响巨大。举例说明:材料过硬,过脆,
容易产生破裂、回弹,影响质量。表面质量差,易产生拉伸裂现象。厚度超差,影响卷边质
量


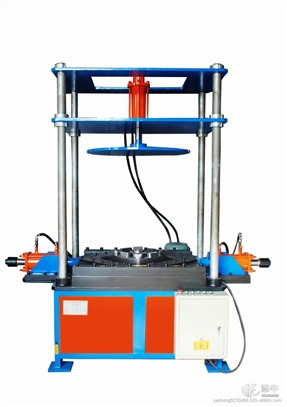
波纹环筋滚压成形原理哪家更详细?
滚压成形是利用摩擦力的作用使落在下波纹上的桶身在压力作用下与滚轮同步旋转,
并使桶身在上、 下波纹滚轮的作用下使其与滚轮接触的部位上产生局部的塑性变形。
这种在桶身上辊轧波纹属局部成型,变形区材料受双向拉伸作用。

钢桶顶冲压成形原理和钢桶的冲裁成形原理,建宏介绍更具体
一、钢桶冲压成形主要有冲裁和拉伸两种成形。常见于桶底和桶顶、以及桶盖、密封器、
桶件等零件的生产工序中。
二、冲裁也称落料,其过程分为三个阶段,即弹性变形阶段、塑性变形阶段和断裂分离阶段
1、弹性变形阶段
当冲头接触板料后,开始压缩材料,并使材料产生弹性压缩,拉深与弯曲等变形。这
时凸模冲头略挤入材料,材料的另一侧也略挤入凹模洞口。随着冲头继续压入,材料内的应
力达到弹性极限。此时,凸模下的材料略有弯曲,凹模上的材料则向上翘,间隙越大,弯曲
和上翘越严重。
2、塑性变形阶段
当凸模冲头继续压入,压力增加,材料内的应力达到屈服阶段。这时冲头挤入材料的
深度逐渐增大,即塑性变形程度逐渐增大,材料内部的拉应力和弯矩都增大,变形区材料硬
化加剧,冲裁变形力不断增大,直到刃口附近的材料由于拉应力的作用出现微裂纹时,冲裁
变形力达到很大值。材料出现微裂纹,说明材料开始破坏,因而塑性变形阶段告终。由于存
在冲模间隙,这个阶段中除了剪切变形外,冲裁区还产生弯曲和拉深,显然,间隙越大,弯
曲和拉深也越大。
3、断裂分离阶段
凸模冲头仍然不断地继续压入,已形成上下微裂纹逐渐扩大并向材料内延伸,像楔形那样地发展,当上下两裂纹相遇重合时,材料便被剪断分离