品牌:济宁利兴精密机械制造有限公司
起订:1件
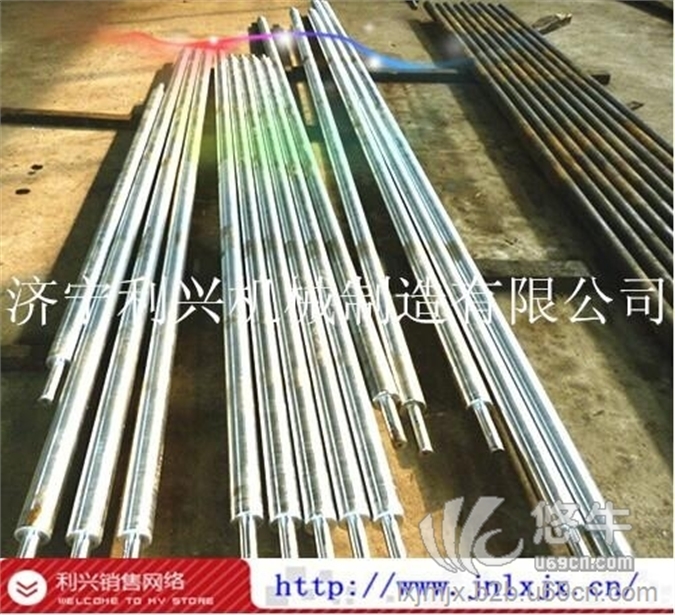
大型丝杆加工工艺流程:高速切削大型丝杆螺纹的方法用硬质合金车刀高速车螺纹,切削 速度取50—iOOm/rn.n。车削时只能用直进法进刀,使切屑垂直于轴线方向排出或卷成球状比较理想。机床配件如果用左右切削法车刀只有一个刀刃参加切削,高速排出的切屑会把另外一面拉毛。如果车刀刃磨得不对称或倾斜,也会使切屑侧向排出,拉毛螺纹表面。
高速切削大型丝杆螺纹是生产率很高的加工方法,因为高速切削螺纹时,转速要比用高速钢车刀低速切削时高1 5—20倍,而且吃刀次数可以减少2/3以上。如用高速钢车刀低速车削螺距P-2mm的螺纹,一般至少12刀左右,而用硬质合金车刀只需3~4 7即可,生产率就可大大提高,其次高速切削容易获得很光洁的螺纹。
产品标签:梯形丝杆 梯形丝杠 山东梯形丝杆 山东精密梯形丝杠 大型丝杠 大型精密丝杠 山东大型丝杠 花键轴 大型花键轴 山东花键轴 光轴等













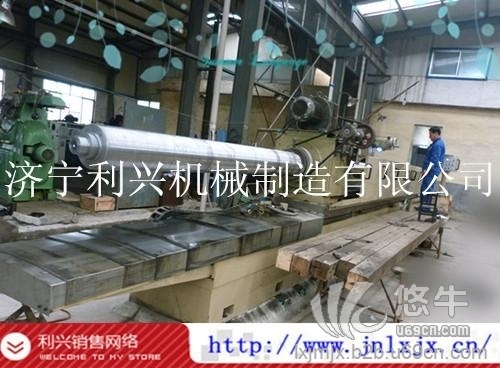
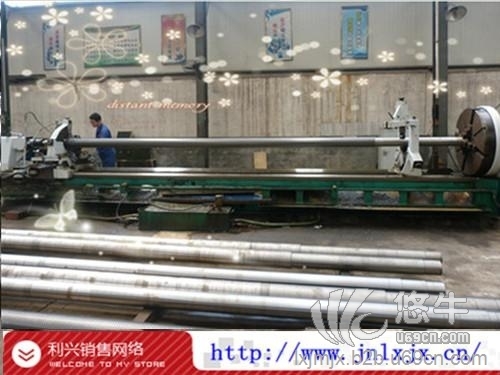
济宁利兴机械专业生产大型丝杠
丝杠淬火常见的一些问题
在淬火过程中,当淬火产生的巨大应力大于材料本身的强度并超过塑性变形极限时,便会导致裂纹产生。淬火裂纹往往是在马氏体转变开始进行后不久产生的,裂纹的分布则没有一定的规律,但一般容易在工件的尖角、截面突变处形成。
在显微镜下观察到的淬火开裂,可能是沿晶开裂,也可能是穿晶开裂;有的呈放射状,也有的呈单独线条状或呈网状。
因在马氏体转变区的冷却过快而引起的淬火裂纹,往往是穿晶分布,而且裂纹较直,周围没有分枝的小裂纹。
因淬火加热温度过高而引起的淬火裂纹,都是沿晶分布,裂纹尾端尖细,并呈现过热特征:结构钢中可观察到粗针状马氏体;工具钢中可观察到共晶或角状碳化物。









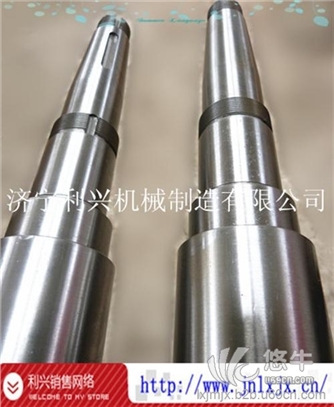
大型丝杆高速切削三角形蠼纹
①硬质合金螺纹车刀高速切削大型丝杆螺纹时,最使用硬质合金螺纹车刀。硬质合金螺纹车刀与高速钢螺纹车刀有些不同,它的径向前角;后角在加工较大的丝杆螺距 ( P>2mm)以及被加工材料硬度较高时,在车刀的两个主刀刃上磨成有4mm宽、前角为5。的倒棱。机床配件因为在高速切削时,牙形角要扩大,所以刀尖角e,应适当减少30’;另外车刀的前面和后面的表面粗糙度R。值必须很低。
评论 0