品牌:建宏机械
起订:1件
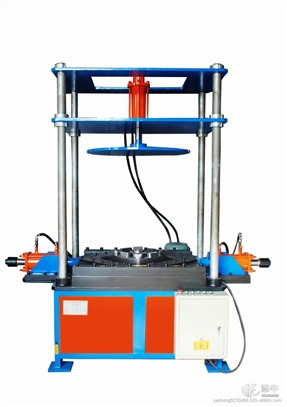
模具翻边工艺内容详细的介绍
先由液压传动油缸(或气压传动气缸)拨桶机构将桶身拨入翻边机内初定位,然后压
模顶杆在液压缸的作用下向中间移动, 当压模头部进到桶两端时, 由压盘的锥形斜面对桶身进行精定位,
定好位压模进到中部使两盘将桶身夹紧, 接着桶身边缘在液压力的作用下沿压模圆弧曲线面向外翻移,
当翻边宽度达到工艺要求时, 桶身翻出的边缘被压模外圈限位台阶顶死,模具内移受到较大的阻力。当压模受到阻力,即液压力达到设定压力时,电磁换向阀换向,液压缸返回,使压模从桶身内快速退出。拨桶装置立即将翻好边的桶身拨出翻边机。模具翻边的主要优点是效率高,质量好,设备结构简单,体积小。采用液压传动不仅使机构缩小,也使翻边获得了较大的作用力。更主要的是以压力的大小来调定桶身的翻边程度,使每个桶身(不论桶身的长度有何误差)
,翻边宽度总能保证。如果采用机械传动由于传动位置只能调成定值,但桶身的长度总有一定公差,故不能得到满意的效果,可能出现翻边宽度不够或超过的缺陷。模具翻边的缺点是翻边过渡圆弧不能太小,因为圆角太小不易成形,且翻边阻力大,压模圆弧部位易损坏。另外,翻边与桶身的夹角不易翻成直角边,一般情况下,翻边角度在90°~120°之间。


桶身的胀形方法较多,随着桶身形状的不同而各有差异,但原理都如上一节所讲的一
样,其胀形过程如下,由锥块的移动推动胀块,使其向外张开。该机的动力是由液压缸或凸轮机构加在芯杆左端的,工作时,先将桶身套进桶身定位套
,靠紧机架定位板 然后启动动作开关,使芯杆向右运动,芯杆上右边锥块向外推动右滑块
,滑块沿径向滑轨 向外移动 ,并顶出右胀块 , 分瓣胀块向外张开使桶身右边环筋成形。
接着动作阀换向,芯杆向左移动;右胀块 在复位弹簧的作用下向内收缩回到原位,芯杆越过中间位置
,继续向左运动,使左锥块推动左滑块使左胀块向外胀开并使左环筋成形,最后动作阀再换向,芯杆回到中间位置,将胀形好的桶身卸下。
焊好的桶身由输送装置传送到加工位置,左右两个翻边胀形压头由液压驱动进入桶身内, 首先完成翻边工序; 然后模具挤压翻头外胀的油缸动作,通过芯轴以及芯轴上的胀筋锥块、压波纹锥块将胀筋模块推出,然后再将压波纹模块推出,完成胀筋和压波纹工序。该机配有链式输送装置,一般采用 PC 控制。


更详细的钢桶封闭器螺圈压合工艺原理介绍
旋螺型封闭器的螺圈是与桶顶压合锁装的。先在桶顶上冲孔、压形、翻边,然后把螺圈放于桶顶孔中,在压力机上进行压合。这种压合的方法是一种卷缘工艺,就是将螺圈拉深件边缘卷成一定形状的一种冲压方法。如下图所示,当压合模具逐渐下压时,螺圈垂直边缘逐渐卷成圆弧形的过程,当圆弧形包住桶顶的翻边直壁时,就完成了桶顶与螺圈的锁装(压合) 。这里的压合锁装,其目的是把螺圈固定在桶顶上,所以它的密封性并不重要,因为螺圈与桶顶之间的密封,主要是靠螺圈上的垫圈来实现的。压合的另一个目的,是要给垫圈一定人挤压力,使其产生弹性变形,填满螺圈与桶顶之间的缝隙。