品牌:建宏机械
起订:1件
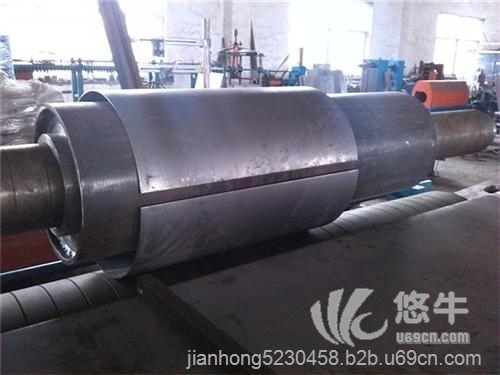
桶身卷圆焊接工艺及设备
在一般钢桶生产车间,桶身卷圆采用单独的卷圆机生产,钢桶生产常用的三辊卷圆机,采用机械调节。支撑两下辊筒的轴承装于左右机架中,侧辊(下辊)的轴端伸出机架外,通过齿轮、减速器与电动机连接,两侧辊均由电动机驱动。普通的三辊卷圆机,因为两下辊距离较远,所以,生产出的桶圈两头都有一段直线段,影响钢桶表面的曲率圆滑度。在采用全自动缝焊机生产时,卷圆装置通常集成在缝焊机上。它是非对称的三辊卷圆机,在下辊和后辊之间,设置了一个滑动辊。滑动辊的作用是把桶身料的前缘正确导向后辊的上半径,并将板料前缘可能存在的直线段减到很小,它的位置基本上是固定的,辊子是被动的。


解决钢桶焊接车间供电干扰问题的主要措施有哪些?
解决上述问题的主要用电管理措施有:
(1)在每台焊接电源上加装“抗干扰”电路。
每台电阻焊机控制器应具有负载功率因数(cosφ)的随机自动检测与电流、网压波动
补偿功能和较先进的控制器。电阻焊控制器应提供焊接电流自动补偿模式,
即恒电流 ACC, 和电网电压自动补偿模式,即恒电压 AVC,以供操作者根据工件焊接工艺要求哎呀根据电网的具体情况,来选择不同模式。
(2)在车间的供电管理计算机上,安装“电阻焊机能电管理软件包”,其主要功能是
限制同时有“焊接通电中断申请”的电阻焊机数量,以便不使用电网超荷。
当电源供电严重不足时,焊接设备不工作时,电源电压基本接近正常(360V~410V);
当焊接设备工作时,电流急剧增大导致控制器电源电压下降到 200V 左右甚至更低,尤其是多台大功率的电阻焊机同时接在一相电源上又同时使用时,
就会出现焊接工件的强度严重不足(焊接质量降低),同时造成控制器工作的不稳定。当电源电压在很大范围内波动时,必然导致控制器焊接能量和焊接时间的不稳定、不准确。当焊接设备的焊接参数调整不当,如焊接时间调整过长或过短,焊接能量调整得过大或过小,都会造成焊接工件的焊接性能无法保证。为此,国外先进的车间供电管理软件中,都包括电阻焊设备的用电管理软件,


胀形翻边工艺内容详细的介绍
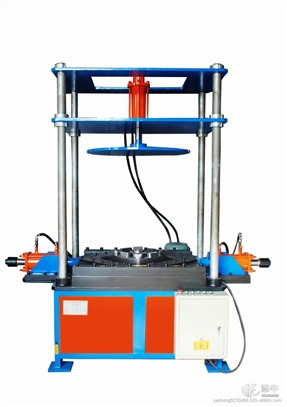
翻边机主要由定位盘、夹桶芯、胀形块等组成工作部分。其工作过程如下:
(1)将桶身置于翻边机内,两边定位盘向中间移动,将夹紧芯及胀形块推入桶内,当两端桶边与定位盘顶紧时,
定位盘停止移动。 此时夹桶块沿桶径向中心移动将桶身夹紧于夹桶芯与夹桶块中间。
(2)胀形块沿径向向外胀开,迫使桶边向外翻出。胀形块胀到高点,翻边已基本完成,然后胀形块缩回,夹桶块松开,定位盘向两边移动退出桶身,翻好边的桶身由下部拨桶装置最拨出。胀形的动作是胀锥凸模用液压缸或气缸推动实现的,胀锥模分为多瓣,即胀形块)胀形翻边效率高,质量好,但设备较为复杂,体积也较大。目前此种工艺在国内多用在小桶或异形桶的翻边工序中,如小型方桶的桶身翻边,这种方法最为适合。
胀形翻边多采用液压传动的方式,机构较小,工作平稳,力量较大,效果极好。