品牌:建宏机械
起订:1件
桶底顶预卷工艺原理详细介绍
桶底顶预卷是一道较为重要的工序。经过预卷边的桶底顶在与桶身进行卷边装配时更
容易保证形成七层卷边。这是国外七层卷边桶的工艺先进性所在。一般预卷的同时进行密封胶的喷涂,用以在预卷边处形成牢固的密封胶圈,有利于后道卷边装配的密封。预卷边是利用成形滚轮对高速旋转的桶底顶边缘给予进给压力,迫使桶底顶边缘产生塑性变形,沿着滚轮的槽形逐步成形。然后密封胶在胶罐中压力的作用下由喷枪嘴喷出,在桶底顶旋转离心力的作用下,向已卷起的圆弧内移动,形成一完整均匀的胶膜,经自然晾干或烘干后就形成了富有弹性的胶圈。


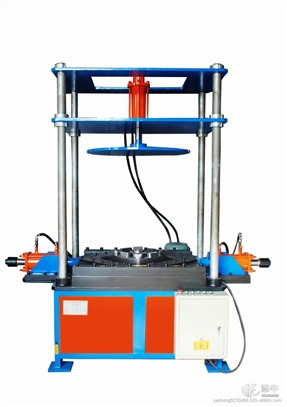
滚压成形工艺内容详细的介绍
在桶身上加工波纹及环筋,是为了加强钢桶的机械强度,国内加工方法多以滚压方法成形现在随着技术的发展和工艺的进步,出现了以胀形方式进行加工的设备。但滚压加工
方法也有其独特的优点, 所以在我国制桶行业中应用还比较广泛。 尤其应用于中小桶的加工,显得它适用范围极大,它有别于胀形加工的优点是滚压加工使材料的变形, 在变形区内应力分布及为平缓,材料纤维流向的内聚力得了保护,所以变形区内材料的强度较大。波纹环筋的滚压成形工艺是靠波纹机完成的。波纹机是在桶身上滚轧出波纹状加强筋的制桶专用设备。它属于特殊类专业机械,它的构造、性能、工作原理以及传动系统与前已
详述的机械传动滚压成形翻边机类同。 其成形方式也是滚压成形, 但波纹机的动力传递是单流的,只将转动扭矩送至波纹滚轮轴。如图是波纹机成形部分示意图。波纹机是利用摩擦力的作用使落在下波纹轮上的桶身在压力作用下与滚轮同步旋转,并使桶身在上、 下波纹滚轮的作用下使其与滚轮接触的部位上产生局部的塑性变形。这种在桶身上辊轧波纹属局部成形,变形区材料受双向拉伸作用。


渗漏钢桶的修补问题——钢桶的修补方法
(1)传统修补法——气焊补漏
特点:热影响区比较大,能造成表面氧化,桶身变形、卷边内密封胶烧焦失效,一点
渗漏须补焊整圈。
(2)钎焊修补法
特点:热影响区比较小,不会致使桶身成形。但补焊前处理比较复杂,工作效率低。
(3)氩弧焊修补法
特点:热影响区比较小,不会产生表面氧化,补焊效果好,工作效率相对较高。
(4)胶粘剂胶接法
特点:成本低,工作效率高,操作简单,但适用范围有限