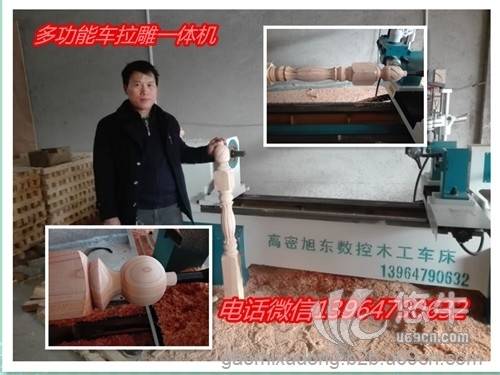

木工车床,旭东数控应该是首选,旭东车床简介楼梯数控木工车床,实木楼梯车床,楼梯扶手木工车床,楼梯立柱木工车床 1双刀车木,两把刀一前一后,两刀在轴向距离上有1公分的差距,同时按照定好的比例车木,总车削深度上我们是按照指定的比例分成,两把刀都是运作的柱形曲线,所以大大减小了每把刀的切削力度。大大降低了后刀(即成型刀)的切削量,所以成型刀比较稳定。避免了振刀产生的刀痕。(因为刀痕是最难打磨的),而且由于两把刀在立柱的两测对立柱产生车削力,这样对立柱的跳动有很大程度的减少,增加了车木光洁度。这种情况就可以加快速度 提高光洁度。 2专业进口软件,作图采用照片拍照扫描,快捷作图;手动编程是分段手动编程很不标准,,我们是编程软件自动生成。精确到百分之一毫米的精确度,而且速度快。电脑内可以生成比较直观的柱形,切可以任意测量修改尺寸。 3智能保护工作台面,防止碰撞现象; 4智能自动主轴变速,防止因车木结束后因柱形弯曲甩断柱体脱离机器造成危险。减少更换皮带槽降速的麻烦,直接降到打磨的速度。加工工程中可以因主体旋转状况而加减旋转速度和走刀速度而不影响加工。特别适用在加工大柱,柱头慢速柱身快速; 5暂停/断电记忆功能,在暂停断电后,从暂停断电处开始加工而不重复加工,因为重复加工会因中心套固定不了加工过的柱体而造成偏摆,偏摆状况下在重复车木会造成车坏以前切削过的柱体; 6方便灵活的四爪自定心卡盘,方便安装柱体,也无需卡盘卡死一头,无需再一头找中心,靠四面定心过呢个加精确,整个上料过程只需3秒钟,精确性优于自动上料架;加粗花瓶车木采用自动背刀和可调式气缸,装刀误差可以允许在两个毫米内,方便了车削加粗花瓶柱的调刀双刀车木运行,提高了车木的光洁度和刀具的耐用性;我们的中心支架采用木料自重放置在支架上比较自然的状态下定中心,而采用侧位支架,用手扶着保持状态,那么手扶的力气不一样会使立柱的中心定位不准,中心定位不准会直接影响加工效果。 7系统兼容TYP3/ARTCOM/CASTMATE/文泰/精雕 等多种软件可以用U盘传输文件。 8机械性能:该设备为数控三维运动加工生产,靠自重定心装料,操作简单、编程简单、通俗易懂,性能稳定,普工即可操作,解决目前技术工人工资高的难题。并且一人可以操作2-3台同时加工。大大降低生产成本。 9购买设备后技术人员会在货到三日到达设备所在地,并直到教会您使用操作后才可返回公司。设备的保修期限为一年,保修期内因正常使用导致设备无法使用的所有设备配件全部免费更换(刀具除外)。加工长度1500MM ,最大回转直径 280mm,总功率:6KW,主轴转速:0-3500r/min,刀具: 高速钢、合金数控木工车床设备的主要特点
1、
界面操作简单。其控制系统是我公司自主研发。符合国内普通工 人操作习惯,其操作界面简洁、友好,操作提示明了。
2、 样品加工快捷。数控系统思路清晰,汉字和阿拉伯数字和点、线相结合,通俗易懂。电脑完成图形,支持优盘考入,精确度可控制在1微米。
3、 车削光洁,采用变频调速电机,速度可以根据加工需要从0—3800转任意调节。长工件配备跟到器,保证了车削时较长大的加工件的稳定性。
4、 效率高。系统设有3个刀速档位,根据实际加工部位的需要可以任意植入不同的刀速,一般加工长80cm直径4.8cm的楼梯立柱只要1分钟左右。双轴数控木工车床则在1分钟内加工出2根柱子。
5、 加工成本低。普通的手把刀是需要有一定技术的人员操作,一般来说技术工人的工资要高出普工3倍工资。旭东数控木工车床则普通女工就能操作加工。背刀车床的成型刀一般要在2000元左右,可以说是价格昂贵。尤其对3000件以下的订单则更不适合。
6、 稳定性好。我们采用的高性能的控制模块,稳固精确的铸件床身,配备精密滚珠丝杠和优质大功率步进电机,及时完善的售后服务团队,最大程度上确保了加工企业的正常生产。
设备质量和售后服务是客户最为关心的,敬请详细咨询。由铸造工艺制造,是一台三维立体加工设备,是元裕木工机械继双轴单刀YMC系列之后重磅推出的一款设备。该设备采用CNC国际通用系统,自主研发的双刀同时加工技术,300mm直径以内,一刀成型,无
需回刀,精确度和光滑度非常高。适合于加工直径较大或光滑度要求较高的家具件。操作时,该设备可在电脑软件中随意改变花形、尺寸,软件自动生成加工刀路,用U盘考入系统,即可运行。与双轴设
备相比操作更加简单,做工更加精细。
该数控木工车床可以自由变换花形,相比背刀,在刀上要节省大量成本,相比手工,要节省人力,一个人可以操作两台设备,操作简单不需要多么高超的技术。为广大的楼梯家具生产厂家带来更出色的
产品,节省成本,提高了利润。