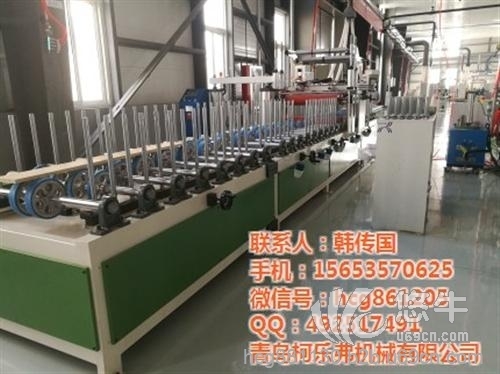
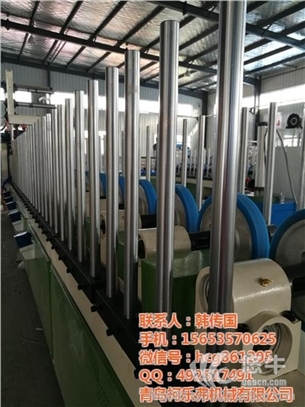
问题问的···好吧 还是回答,移门型材的包覆机,主要包覆铝合金、波浪板、海浪板等材料,前两年利润还可以,但是今年来,江西一些地方出产的一些原材料价格特别低,基本上打破平衡了,利润已经逐年下滑,至于移门型材的包覆机,建议还是用长一点的,因为刚开工厂包覆机操作工都是新手,包覆机太短,一出现问题,就不知道从何下手了,再说长一点的包覆机比如5米多的,因为型材在机械上面的行程比较长,所以做的材料成品率相对要比短的高,新手更容易操作,只是个人意见···不涉及行业之间的矛盾···投资需谨慎···不过生意都是做起来的
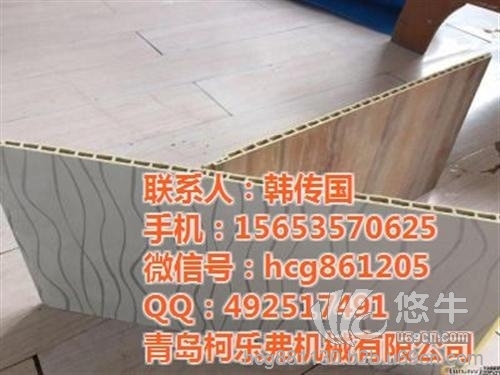
它是将制成的彩色及各类木纹样式的PVC或多层合成塑料薄膜在覆膜机组生产线上,经过涂胶和加热,利用加热和机械覆膜的方法,通过压合将的彩色PVC或多层合成膜贴合在白色或其他颜色型材表面或两侧,使之外观丰富多彩。该方法简单易行,适于流水生产,在欧洲应用较多。目前,韩国的PVC型材生产商LG已进入国内市场其产品“好佳喜”彩色覆膜塑钢窗在国内有着广泛的市场,备受广大用户青睐。德国著名的VDKA公司、REHO公司、ALUPLAST公司、HT公司均采用覆膜技术实现多色彩的塑料门窗生产。最常用是将经耐侯性处理的薄膜用热和压力附加黏附在异型材表面,附加黏附的方法,一般是在型材成型后用型材覆膜机进行包覆。

1.主动轮调整:以主轴上的刻度为准,调整主动轮的一侧轮,使之成为一条直线,然后将另一侧的轮调整到与受覆物底面宽度相同的位置。
2.定位轮调整:以先两端、后中间的顺序进行调整,除留出覆膜区外,其他部位都要进行定位调整。特别是进料区,要进行细调,整体调完后还要进行一次精调,确保定位准确。
3.覆膜平轮调整:覆膜型材的每一个角度,都要用四个覆膜轮进行过渡,只能多不能少,大于30mm的覆膜面,在覆膜轮前面还需要加一组膜的展开轮,封边轮一侧需要两组,受力点在膜的里侧,第二组受力点在膜的边缘。
4.异型轮调整:它同覆膜平轮配合使用。