品牌:济宁利兴精密机械制造有限公司
起订:1件
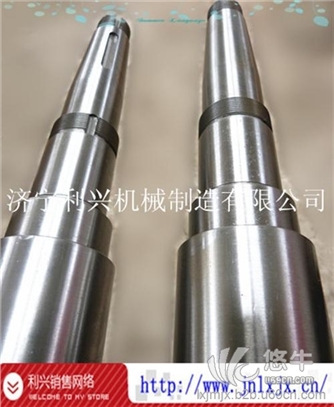
大型梯形丝杆热处理:一般丝杠:正火(45钢)或退火(40Cr),除应力处理和低温时效,调质和轴颈、方头高频淬火与回火精密不淬硬丝杠:
除应力处理低温时效,球化退火,调质球化,如遇原始组织不良等,还需先经900℃(T10、T10A)-950℃(T12、T12A)正火处理后再球化退火,济宁利兴或直接调质球化精密淬硬大型丝杠:
退火或高温正火后退火,除应力处理,淬火和低温时效
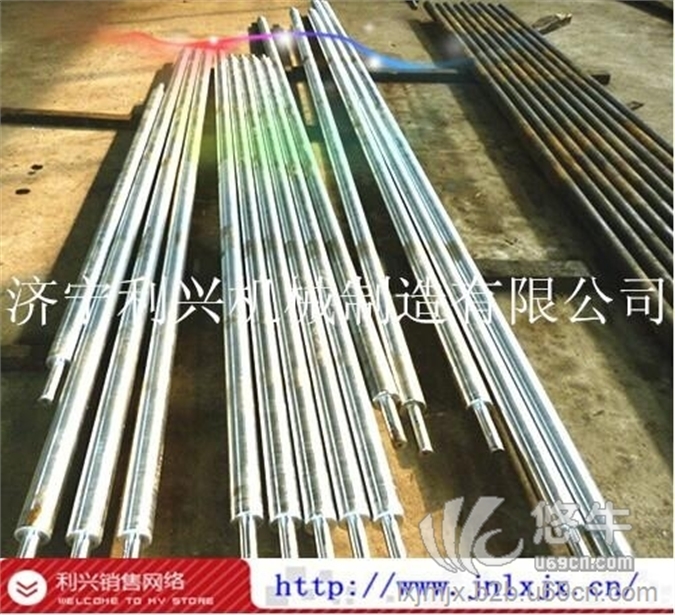
专业生产异型丝杠,非标丝杠,大螺距丝杠,大型精密丝杠,利兴丝杠最专业,高质量,低价格,短工期欢迎新老客户前来定制,來图加工。








济宁利兴精密机械制造有限公司
报价单:产品名称:T280*24-18200
费用项目
1、材料:重量 公斤,单价 元/公斤 。2、下料:。3、校直: 。4、齐头打眼:打一端,车两处,齐总长,8小时,80元/小时 。5、校直: 6、车外圆: 106小时,80元/小时,7、校直 :二次 8、磨外圆:55小时,100元/小时 。9、车梯形螺纹:108小时,80元/小时 。10、车三角螺纹:4小时,80元/小时 。1、铣键槽: 4小时,80元/小时 12、钻车M42内螺纹:8小时 80元/小时 。13、精校直:。14、包装费:。15、运费: 16、税金: 17、其他:
专业生产异型丝杠,非标丝杠,大螺距丝杠,大型精密丝杠,利兴丝杠最专业,高质量,低价格,短工期欢迎新老客户前来定制,來图加工。





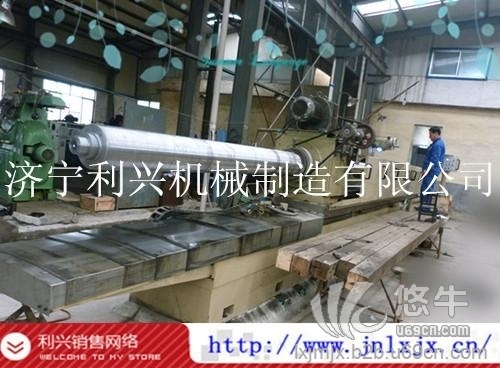
大型丝杆斜进法在粗车时,为了操作方便,除了中拖板进给外,小拖板可先向一个方向进给。这种方法称斜进法。机床配件但精车时,必须用左右切削法才能使螺纹的两侧面都获得较小的表面粗糙度。
用左右切削法和斜进法车螺纹时,因为车刀是单面切削的,所以不容易产生“扎刀”现象。精车时,选择很低的切削速度(<6m/min),再加上冷却润滑液,可以获得较小的表面粗糙度。但是采用左右切削法时,车刀左右进给量不能过大,精车时一般要小于0 07mm,否则,会使牙底过宽或凹凸不平。
在实际工作中,可用观察法控制借刀量,当排出切屑像锡纸一样薄时,车出的螺纹表面粗糙度。值一定很小。
低速车螺纹时,最采用弹性刀杆,这种刀杆当切削力超过一定值时,车刀能自动让开,使切屑保持适当的厚度,可避免“扎刀”现象



;">点赞 <b id="like-5-11737620-0">0</b></div><div class="hate" onclick="Dhate(5, 11737620, 0);">反对 <b id="hate-5-11737620-0">0</b></div><div class="report" onclick="Dreport(5, 11737620, 0);"><b>举报 0</b></div>
<div class="favorite" onclick="Dfavor(5, 11737620);"><b>收藏 0</b></div>
<div class="comment" onclick="Go()