型材覆膜时使用的胶水一般有两种:溶剂型和热溶型,溶剂型胶水用于冷胶机,成分是聚酯型聚氨酯为主要成分的双组分胶粘剂,在使用时加入15:1的固化剂搅拌均匀后一起使用.通过将胶水均匀涂布在pvc膜的背面,在pvc膜和型材接触前通过烘道烘烤,温度在摄氏40~~60度之间,让胶水里的水分大部分挥发掉.然后在用压辊进行包覆。热溶胶的成分也是聚氨酯类,使用时是在胶箱里加热,加热后的胶水必须用惰性气体储藏,见到空气后很快就会固化,塑钢型材一般使用的热溶胶水是中等粘性,胶箱的温度一般在140度左右,胶桶内的胶水加热后必须用完,重新固化后将不能使用.因为热溶胶固化时间较短,所以热溶胶机器覆膜速度较快.冷胶与热胶得粘和效果基本一样,通过拉伸试验,两者得拉伸度没有大得区别。

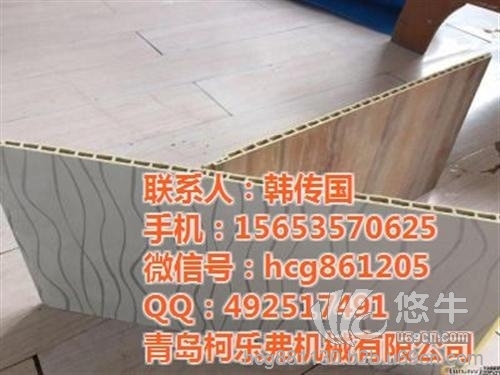
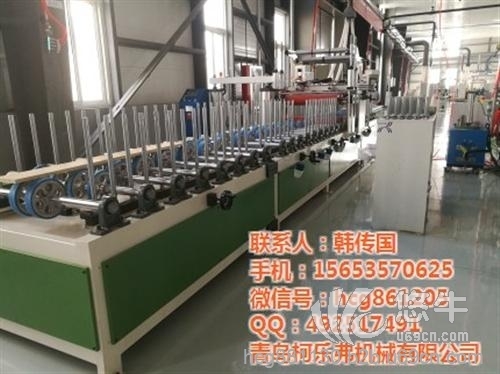
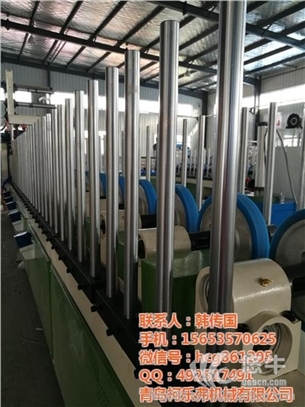
 特点用途 质量好,不开胶 采用聚氨酯PUR热胶生产的包覆机线条在-40°C至150°C,以及在集装箱内过赤道时不开胶。通过摇柄向中心两侧等距离张开,收合,使型材运动保持直线。避免型材输送受力不均,产生摆动。 速度快,用途广 专业热熔胶系统使供胶能力达到0-35KG/h,以保证包覆速度可达到10-50米/分钟。广泛应用于铝合金、密度板及塑钢型材包覆。 最省胶、易调整 自动电子控制齿轮泵供胶系统,使包覆机不断变化的速度时仍能控制并数码显示每克涂胶量,涂胶均匀,无堆胶,不起泡,省胶效果好,极易调整。 适用覆膜 实木皮、色彩PVC、PE、装饰纸、高光膜、皮革、CPL、铝箔等材料加工成的卷状膜。 技术参数: 覆膜宽度 300mm 加工厚度 90mm 加工长度 600mm 送材速度 0-40m/min 送材电机1功率 2.2KW 发热功率 10kw 机器外型尺寸 7000*600*1600 机器重量 2500KG 卷型贴面材直径 400mm
特点用途 质量好,不开胶 采用聚氨酯PUR热胶生产的包覆机线条在-40°C至150°C,以及在集装箱内过赤道时不开胶。通过摇柄向中心两侧等距离张开,收合,使型材运动保持直线。避免型材输送受力不均,产生摆动。 速度快,用途广 专业热熔胶系统使供胶能力达到0-35KG/h,以保证包覆速度可达到10-50米/分钟。广泛应用于铝合金、密度板及塑钢型材包覆。 最省胶、易调整 自动电子控制齿轮泵供胶系统,使包覆机不断变化的速度时仍能控制并数码显示每克涂胶量,涂胶均匀,无堆胶,不起泡,省胶效果好,极易调整。 适用覆膜 实木皮、色彩PVC、PE、装饰纸、高光膜、皮革、CPL、铝箔等材料加工成的卷状膜。 技术参数: 覆膜宽度 300mm 加工厚度 90mm 加工长度 600mm 送材速度 0-40m/min 送材电机1功率 2.2KW 发热功率 10kw 机器外型尺寸 7000*600*1600 机器重量 2500KG 卷型贴面材直径 400mm
1 、型材覆膜后应平放在仓库内,不能与甲笨,汽油等强溶剂放在一起。
2 、覆膜后的型材要轻拿轻放,因为胶水没有完全固化,所以要放几天后在进行下一到工序的加工,特别注意不要碰撞,容易把膜碰坏。
3 、型材在焊接时,尽量使用无缝焊,这样就不用清角,焊缝很小,用与膜同样的彩笔进行焊缝修复。
4、 门窗在制作完选择五金件尽量选择与膜差不多颜色的产品,这样回增加窗户的整体效果。
5、 在选则密封胶条时一定选择质量好的胶条,因为在太阳照射下不同颜色的膜吸热不一样,颜色越重吸热越厉害,这样会加快胶条的老化时间。
6、 覆膜型材在弯圆时要先把油温加热到120度,用覆膜料头放在油温里加热,确定不起泡,脱落后在进行批量弯圆。