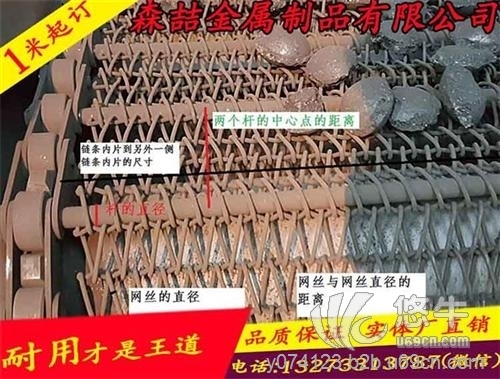

乙字型金属输送网带掉料怎么处理
乙字型输送带在运送物料的过程中物料掉落这个问题已经成为了输送带行业的共性问题,原因其实是由多方面造成的,我
们可以采用一些小技巧来避免掉料的问题。
乙字型金属网带转载点处的撒料,转载点处撒料是在落料斗导料槽处。可在控制运输能力上加强维护和保养。在设计的时
候应尽可能地采用较大的凹段曲率半径来避免此类情况的发生。如果是在移动式机械装船机、堆取料机设备上为了缩短尾车而将此处凹段设计成无圆弧过渡区间,当网带宽度选用余度较小时就比较容易撒料。
乙字型输送带跑偏时的撒料,是因为网带在运行时两个边缘高度发生了变化,两边的高度不一样,物料从低的一边撒出了,
处理的方法就是调整网带的跑偏。


输送网带跑偏是最常见的故障之一。
跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。
1. 输送网带安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送网带不偏或少偏。另外,网带接头要正确,两侧周长应相同。这样可以有效防止网带跑偏。
2.在使用过程中,如果出现跑偏,则要做以下检查以确定原因,进行调整。
输送带跑偏时常检查的部位和处理方法有:
①检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
②检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座 后移。尾部滚筒的调整方法与头部滚筒刚好相反。


304不锈钢输送带编制方法:钩编而成;编织简洁、美观实用,也可由网带边缘镶链条,链条附在从网带中心穿过的支轴上面。
网带密度由加工产品的尺寸决定。可以在网带边缘加上挡板或在网带中间加横挡板。其网面平整,同时具有高强硬度、防腐蚀能力强、抗拉强度大、透气性能好、不易变形、经久耐用等特殊功能。
304不锈钢输送带的用途:
1.在产品应用范围当中,对于速冻、烘烤机械的平面输送、螺旋输送、食品机械的清洗,杀菌、烘干、冷却、蒸煮等玻璃机械的退火、烤花、输瓶等都有所应用;
2.在各种流水线的输送当中有所应用。不锈钢网带/不锈钢输送网带在与各工业企业生产流程中的工艺过程的要求相配合后,形成有节奏的流水作业运输线。广泛应用于各现代化工业企业当中。
不锈钢输送带材质:A3低碳钢、DCY13耐热钢、ICY18N19Ti钢、oor18Ni14Moo2Cu2耐酸耐热钢。不锈钢丝(201,304,310,314,316)、不锈铁丝、中低碳钢丝、镀锌铁丝等。高温炉输送网带一般采用材质为310S、314,耐高温达1100℃以上。