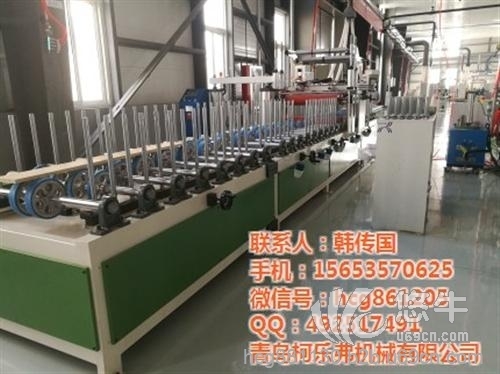

覆膜机的优点: 1、先进的数控技术,自动化程度高,操控简便
2、特殊钢板工作台,耐高温,耐腐蚀
3、不锈钢发热元件,青岛墙板包覆机,加热均匀,效率高。
4、双层保温,新型材料全密封设计,节省能源。
5、真空泵,高效,稳定,寿命长。
6、多种产品系列,墙板包覆机,满足不同客户要求。
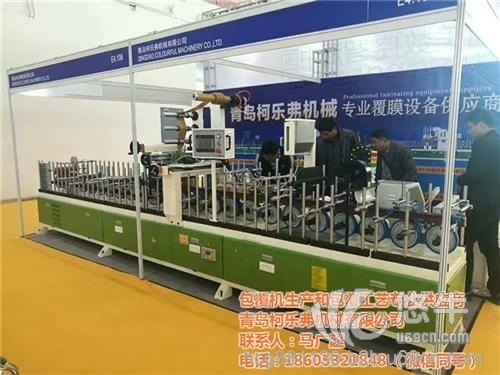
无论是包覆机还是覆膜机都是现在家具中不可缺少的一部分,而需要覆膜机以及包覆机等找皓泽曼机械,我公司专业为你提供优质的机械。


本标准参照GB/T8814-2004 门、窗用未增塑聚氯乙烯(PVC-U)型材国家标准和德国行业标准:RAL-GZ716/1对相关内容进行编写、修改、补充。
一,本标准与GB/T8814-2004的主要差异如下:
1, 增加了装饰层与型材主体的粘接强度或附着力的要求。
2, 材料性能中增加了热稳定性的要求。
3, 在其它性能、要求中根据彩色型材各品种的特性分别做了补充或修改。
4, 在彩色型材废旧材料的重复利用方面未做规定。
5, 对覆膜、喷涂、共挤三种彩色型材表面装饰层的表面硬度、维卡软化温度未做规定(必要时供需双方商定)。
6, 在“4.4 主型材的壁厚分类”中, B类规定了非可视面≥2.2mm; C类规定了可视面≥2.0mm。(以上二项指标的过渡期为一年)

型材覆膜工艺
一:把要覆膜的型材准备好。
二:把覆膜用的胶水,固化剂,亲和剂,容器,玻璃棒准备好。
三:覆膜机先检查,在试运行一遍。
四:将准备好的型材把保护膜去掉,(型材厂挤出的型材可以不粘贴保护膜,刚挤出的型材不能马上覆膜,要等型材完全却后在进行包覆,)如果型材表面不清洁,用乙醇或二氯甲烷清洗表面,(型材弯曲严重的不能覆膜)。
五:清洁后的型材放在托料架上,把一根六米的型材放在覆膜机器中间,先根据型材把机器定位,首先把导向辊固定,防止型材在覆膜时走偏。
六:根据型材的覆膜面把小压辊调整到效果,达到左右压辊力量对称,压辊与型材同时工作,发现小压辊不转动时说明此压辊没有工作,要重新调整。
七:然后把调好的胶水放入刮胶盒,把亲和剂放入亲和剂装置内
八:然后开机运行,pvc膜通过刮胶后进入到上烘箱进行加热,一般温度伟摄氏50度左右,通过烘干后,刮在膜上的胶水中的水分大多已经蒸发,膜顺着机器继续向前走。
九:型材通过机器的动力,压在传动辊上的型材进入机器,首先通过表面涂亲和剂,在进入红外线加热器进行型材加热,温度一般在摄氏55度,加温后的型材表面基本可以达到42度,然后再经过吹风,这时涂在型材表面的亲和剂基本已经挥法,这时型材进入到覆膜区。
十:刮胶加热后pvc膜通过导向辊,一到大压辊进入主覆膜区,在包覆前膜还要根据工作环境决定膜是否还进行第二次加热,在pvc膜进入主覆膜区时,如果走偏,可以根据覆膜机器上的光电纠偏器对膜进行左右调整。
十一:型材和pvc膜在主覆膜区交汇,通过压辊把型材和pvc膜压和在一起,把膜背后的空气,经过多道压辊慢慢的把气泡压出,覆膜时一定是从中间向外压覆,有大面向小面滚压,随着型材的前行,压辊的滚压,pvc膜牢牢的包覆在型材表面。
十二:经过主压辊区后覆膜型材完成包覆,这时要通过人工用刀片把膜切断,膜在经过保护膜装置把保护膜一起包覆成型,保护膜覆完后,通过后托料架把包覆好的型材放置在工作台上进行打包。