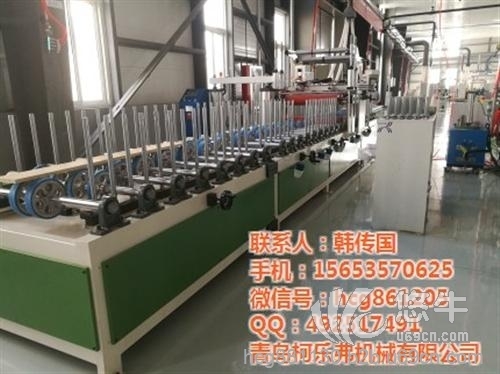
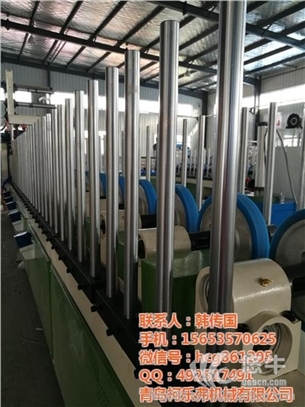
采用各种成型压轮,模拟手工贴面动作,将表面装饰材料贴附于基材表面,一般选择型材的中心线点作为起点,将压轮沿型材表面轮廓,逐点、顺次固定位置,形成型材轮廓的包络线。
采用各种成型压轮,模拟手工贴面动作,将表面装饰材料贴附于基材表面,一般选择型材的中心线或作为起点,将压轮沿型材表面轮廓,逐点、顺次固定位置,形成型材轮廓的包络线。
采用各种成型压轮,模拟手工贴面动作,将表面装饰材料贴附于基材表面,一般选择型材的中心线或作为起点,将压轮沿型材表面轮廓,逐点、顺次固定位置,形成型材轮廓的包络线。
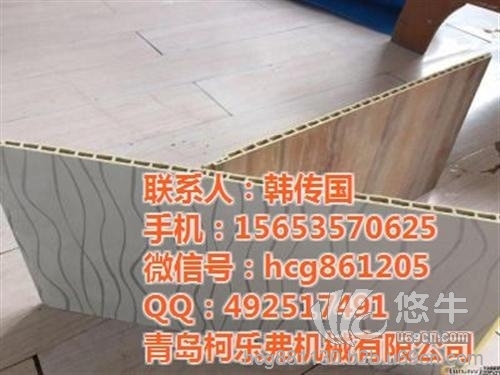
它是将制成的彩色及各类木纹样式的PVC或多层合成塑料薄膜在覆膜机组生产线上,经过涂胶和加热,利用加热和机械覆膜的方法,通过压合将的彩色PVC或多层合成膜贴合在白色或其他颜色型材表面或两侧,使之外观丰富多彩。该方法简单易行,适于流水生产,在欧洲应用较多。目前,韩国的PVC型材生产商LG已进入国内市场其产品“好佳喜”彩色覆膜塑钢窗在国内有着广泛的市场,备受广大用户青睐。德国著名的VDKA公司、REHO公司、ALUPLAST公司、HT公司均采用覆膜技术实现多色彩的塑料门窗生产。最常用是将经耐侯性处理的薄膜用热和压力附加黏附在异型材表面,附加黏附的方法,一般是在型材成型后用型材覆膜机进行包覆。

密度板贴pvc膜水性包覆胶和油性包覆胶都可以。区别:油性胶易操作,初粘结时间短,水性胶操作稍难点,初粘结时间长,粘结后很稳定,复杂的线形一般选用油性胶。包覆机的速度一般是每分钟0-65米,速度根据线条复杂程度和胶的挥发情况来定。一般每分钟10几米。包覆机操作主要是涂胶均匀,厚薄适当,诀窍在压轮的布置是否合理。一般从中间到两边,开始包覆。转角处要流畅自然,避免大角度急转,以防起皱。曲线弧型的包覆可用平轮磨成合适的弧度做压轮,效果很好。在沟槽和转角处必要时在压轮前加热风枪加热。温度设置因温度感应器与加热管的位置不同,胶的性质厚薄不同而异。水性胶要加热多点,油性胶夏季不加热也能包。我们的永豪缘包覆机设置一般在50度左右。包覆结合前以胶基本不沾手为宜。你可上传个图片,看是哪地方不平整。