平衡式输送链板网带、穿孔金属板输送带、不锈钢输送链板的维护保养,为使链板充分发挥并长期保持其应有的性能,必须切
实做好定期维护保养(定期检查) 。
通过适当的定期检查,做到早期发现故障,防止事故于未然,对提高生产率和经济性十分重要。
1、清洗将链板拆下检查时,先用摄影等方法做好外观记录。另外,要确认剩余润滑剂的量并对润滑剂采样,然后再清洗链板。
a、链板的清洗分粗洗和精洗进行,并可在使用的容器底部放上金属网架。
b、粗洗时,在油中用刷子等清除润滑脂或粘着物。此时若在油中转动链板,注意会因异物等损伤滚动面。
c、精洗时,在油中慢慢转动链板,须仔细地进行。
通常使用的清洗剂为中性不含水柴油或煤油,根据需要有时也使用温性碱液等。不论用哪种清洗剂,都要经常过滤保持清洁。
清洗后,立即在链板上涂布防锈油或防锈脂。


输送网带跑偏是最常见的故障之一。
跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。
1. 输送网带安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送网带不偏或少偏。另外,网带接头要正确,两侧周长应相同。这样可以有效防止网带跑偏。
2.在使用过程中,如果出现跑偏,则要做以下检查以确定原因,进行调整。
输送带跑偏时常检查的部位和处理方法有:
①检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
②检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座 后移。尾部滚筒的调整方法与头部滚筒刚好相反。


水果清洗机链条网带 解冻流水线输送网带、不锈钢流水线链条输送带网带表面平整,透孔均匀,标准链条传动,走行平稳,绝
无跑偏现象,载重能力与抗拉力强,易清洗,易维护等优点。
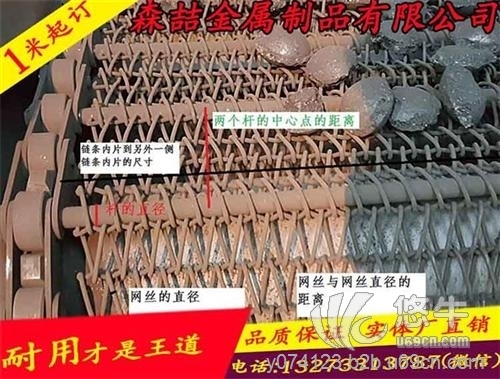
网带式加热炉输送网链边缘方式:
1、边缘可焊接专用车削的铆头,焊接打磨后光滑无任何毛感!
2、边缘焊接螺母,增加网的有效宽度!
3、穿杆直接折弯插入长城的中心孔,无任何焊痕!
网带钎焊炉金属输送网带加工工艺:
1、采用自动定位孔加工,从而确保每支长城的孔心位!
2、采用连续45度、75度、成型度冲压加工,确保成型角一致性!
3、所有成型角均统一冲压整型,确保节距的一致性和网带的真直度!
4、采用防蛇行张紧方式以及防收缩焊接型式,有效提高使用寿命