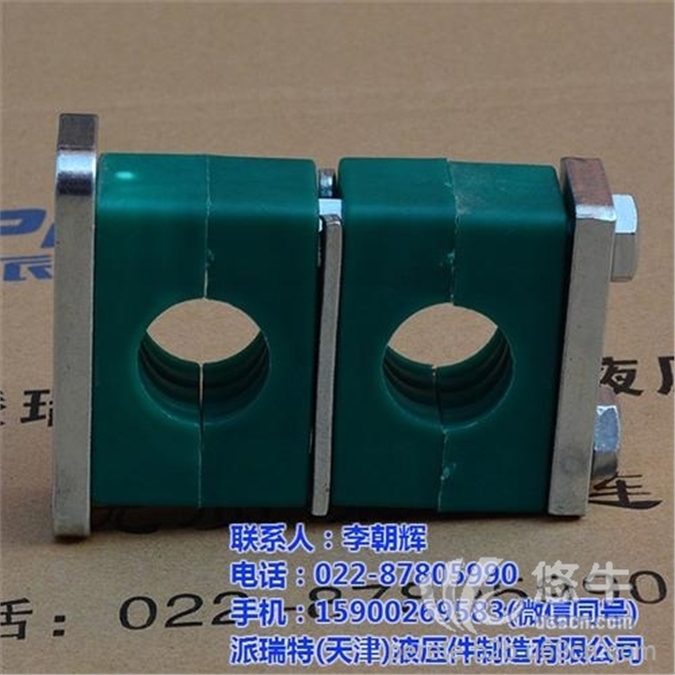
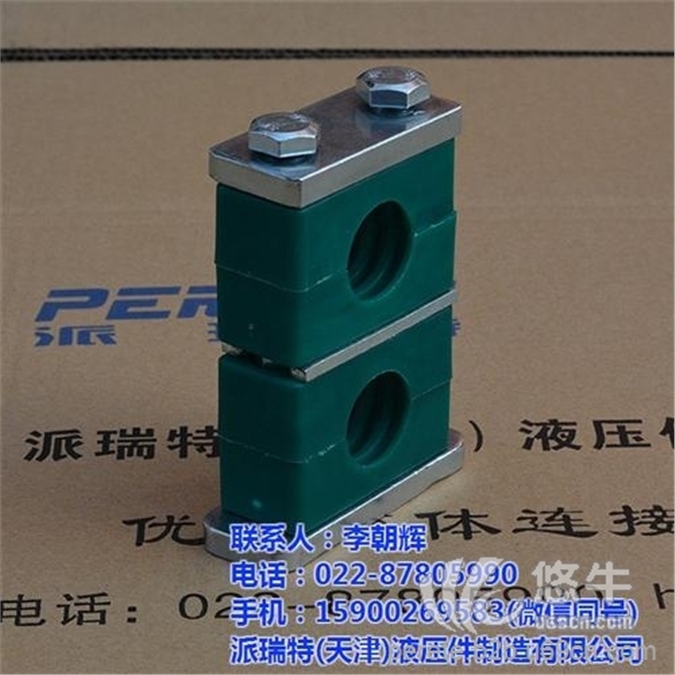
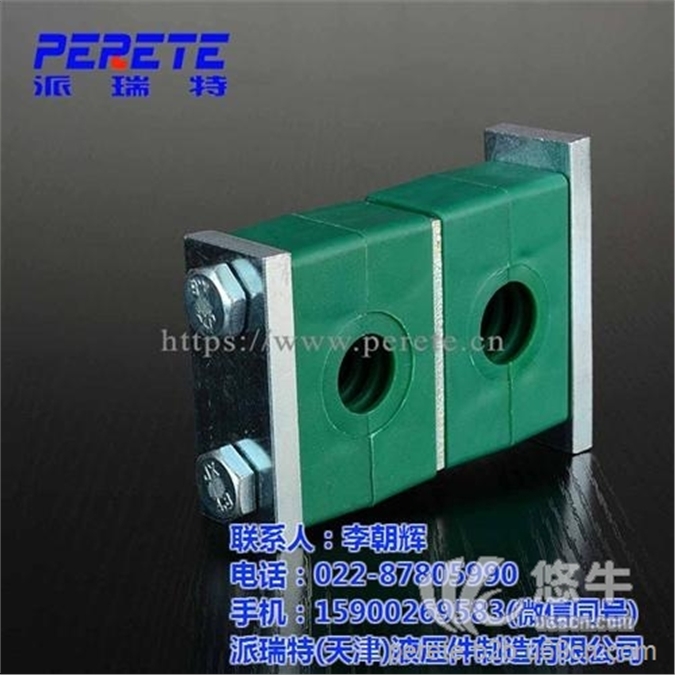
焊接式管接头适用介质:油、水、气等非腐蚀性或腐蚀性介质.对焊接式密封管接头,焊接式液压接头配用钢管的规格要求比较灵活,与管道焊接后,具有连接牢靠、密封性能好等特点,因而焊接式液压接头在炼油、化工、轻工、纺织、国防、冶金、航空、船舶等系统中被广泛采用;焊接式液压接头也适用于各种机械工程、机床设备等液压传动管路。当卡套式管接头生产还不能满足需要时,以及在腐蚀较强的场合,可优先考虑采用焊接式液压接头。

从再热裂纹的形成机理原因分析,预防的措施有 控制焊接过程,减少微小缺陷量
认真执行焊接规范,减少微小缺陷,减少熔敷金属量,采用窄间隙焊也是控制再热裂纹的有效措施。通过上面的论述,这些微小缺陷,不超标的缺陷,由于是应力集中点,因此在热处理释放应力过程中,有应力叠加的原因,造成再热裂纹。因此,控制这些缺陷也是必要的。

再热裂纹形成的外因
蠕变变形,实际上是一个受热膨胀的过程,在这个过程中是产生膨胀拉应力,来抵消一部分焊接过程中产生的压应力,当冷却收缩时产生收缩力来抵消部分焊接过程中产生的拉应力,从而使应力峰值降低。因此,在焊接区内微缺陷气孔、夹渣等应力集中区,当膨胀力与该区应力叠加后产生高峰值的拉应力,峰值大于材料的强度值时,原来维持不失效的平衡将被打破而产生裂纹。这些应力集中的区域应力分布的状态很复杂,受厚度位置的不同而不同,受周围是否有接管等拘束的不同而不同。比如,该种缺陷处于V型坡口焊接时的下部,这些缺陷受的是拉应力,处于上方时,受的是压应力。这也是很多再热裂纹多存在于焊接区的根部的原因。复合堆焊过渡层由于是异种钢的焊接,组织很复杂,又处于拉应力的区域,故产生的再热裂纹的倾向也是很大的。