从再热裂纹的形成机理原因分析,预防的措施有控制焊接残余应力
焊接残余应力在热处理蠕变膨胀力的作用下,特别是在应力叠加为拉应力的情况下,焊缝中的应力集中点,碳化物产生的沉淀硬化区后晶界的薄弱环节,抵抗不了应变造成开裂。因此在热处理前,减小残余应力的手段也能减少再热裂纹的产生。①采用半道中间热处理。②采用高频超声波冲击法。这两种手段都能有效地减少焊接残余应力。

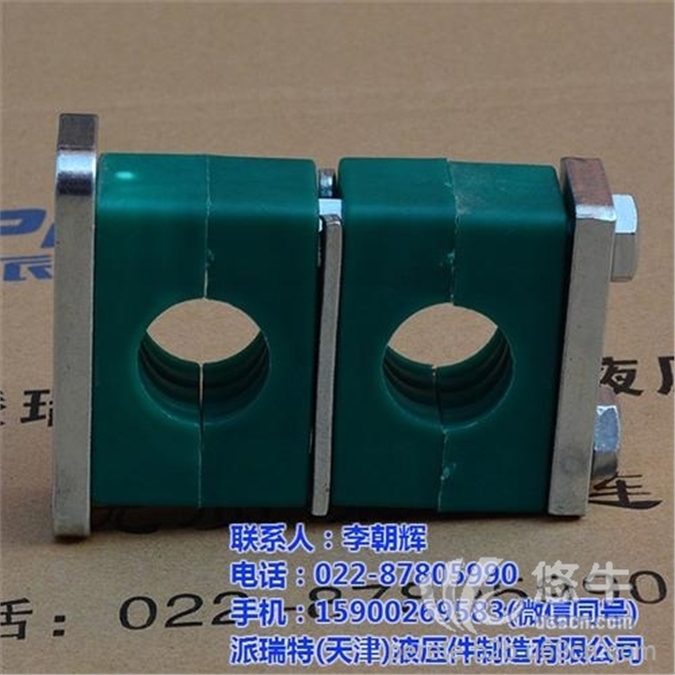
焊接式管接头装配方法
1、按需要长度在专用机床上切管子,也可以手工锯切,切面与管子外径轴线垂直不得大于管子外径公差之半。
2、除去管端内外园毛刺、金属屑及污垢。
3、除去管接头的防锈剂及污垢。
4、将管子插入管接头直之管子端面与管节头内端面接触。
5、校正位置点焊,检查与相关件的尺寸符合要求时,将管子与接头焊接,焊缝尺寸根据管子壁厚大小由设计者确定。

从再热裂纹的形成机理原因分析,预防的措施有 制定合理的焊接规范
①尽可能地降低焊接线能量,控制预热层间温度。
这两者决定了焊缝金属的冷却条件,对焊缝区显微组织有很大影响。一般来讲,采用小线能量多道多层并适当提高焊缝区的冷却速度,对改善显微组织、提高冲击韧性、防止热裂纹产生是有利的。但过低的层间温度,将不利于氢的逸出,有产生冷裂纹的危险,因此控制冷却速度,获取细化的晶粒应着重考虑从控制线能量的大小上着手。
②采取适当的预热措施
采取适当的预热措施,可以软化淬硬层的硬度、提高韧性、提高抗裂性。