从再热裂纹的形成机理原因分析,预防的措施有 制定合理的焊接规范
①尽可能地降低焊接线能量,控制预热层间温度。
这两者决定了焊缝金属的冷却条件,对焊缝区显微组织有很大影响。一般来讲,采用小线能量多道多层并适当提高焊缝区的冷却速度,对改善显微组织、提高冲击韧性、防止热裂纹产生是有利的。但过低的层间温度,将不利于氢的逸出,有产生冷裂纹的危险,因此控制冷却速度,获取细化的晶粒应着重考虑从控制线能量的大小上着手。
②采取适当的预热措施
采取适当的预热措施,可以软化淬硬层的硬度、提高韧性、提高抗裂性。

焊接式管接头制造标准
1、用于流体传动和一般用途的金属管接头 O型圈平面密封接头(JB/T 966-2005)
2、锥密封焊接式直通管接头(JB/T6381.1-2007)
3、锥密封焊接式直通55°非密封管螺纹管接头(JB/T6381.2-2007)
4、锥密封焊接式直通55°密封管螺纹管接头(JB/T6381.3-2007)
5、锥密封焊接式直通60°密封管螺纹管接头(JB/T6381.4-2007)
6、锥密封焊接式90°弯管接头(JB/T6382.1-2007)

不锈钢焊接端直通的适用范围及产品优点:
适用范围:
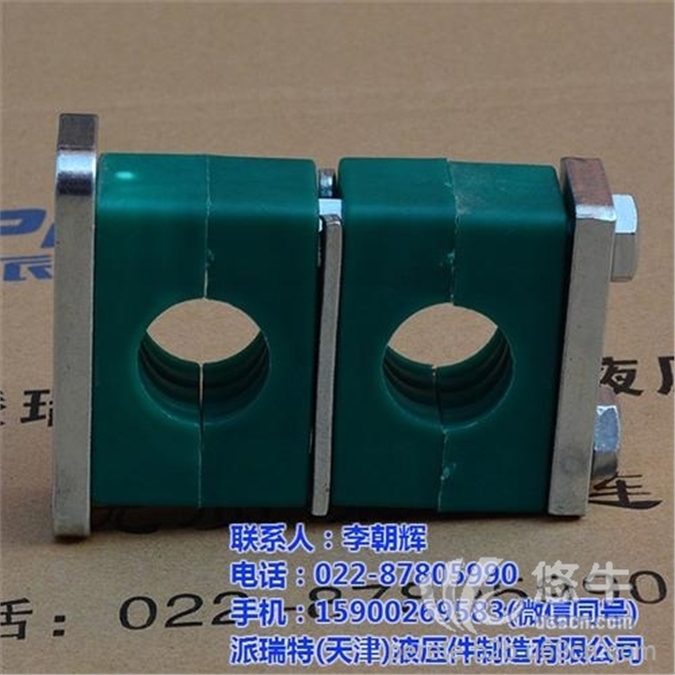
焊接管接头适用于高腐蚀性液压管路连接,防腐设备及容器用液压接头,硬管连接焊接式管接头。主要用于石油、化工、冶金,电力、造纸、制糖、航空、食品、机械等工业自控管路系统中,并承接非标准业务.公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供优质的服务,欢迎惠顾!
产品优点:
焊接式管接头具有防腐性能好、连接牢靠、耐压能力高、密封性和反复性好、安装检修方便、工作安全可靠