从再热裂纹的形成机理原因分析,预防的措施有 制定合理的焊接规范
①尽可能地降低焊接线能量,控制预热层间温度。
这两者决定了焊缝金属的冷却条件,对焊缝区显微组织有很大影响。一般来讲,采用小线能量多道多层并适当提高焊缝区的冷却速度,对改善显微组织、提高冲击韧性、防止热裂纹产生是有利的。但过低的层间温度,将不利于氢的逸出,有产生冷裂纹的危险,因此控制冷却速度,获取细化的晶粒应着重考虑从控制线能量的大小上着手。
②采取适当的预热措施
采取适当的预热措施,可以软化淬硬层的硬度、提高韧性、提高抗裂性。

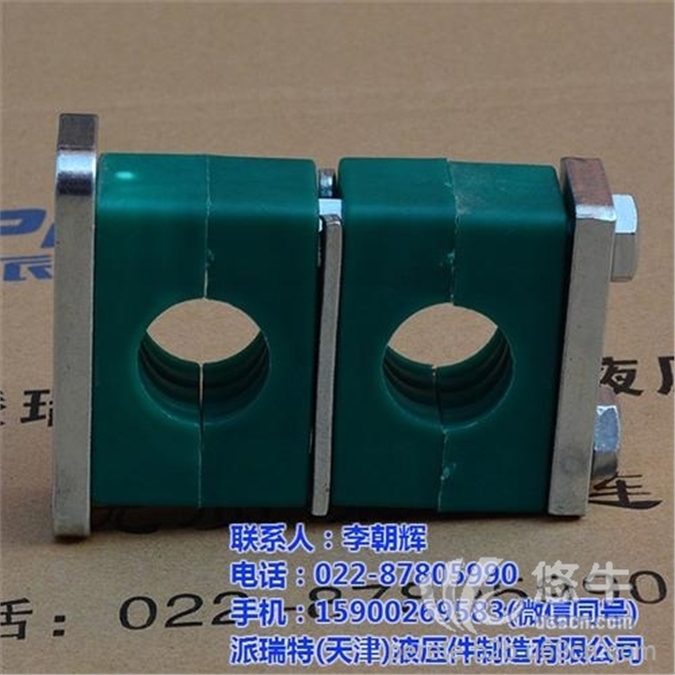
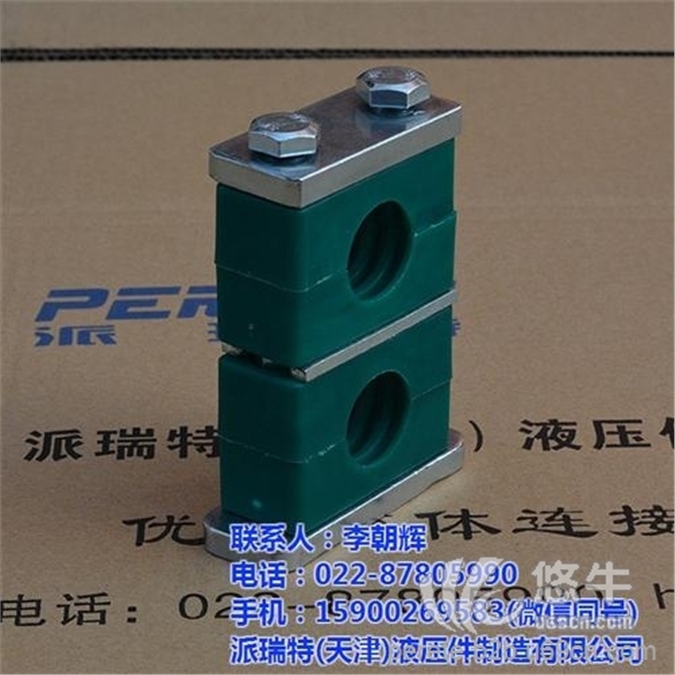
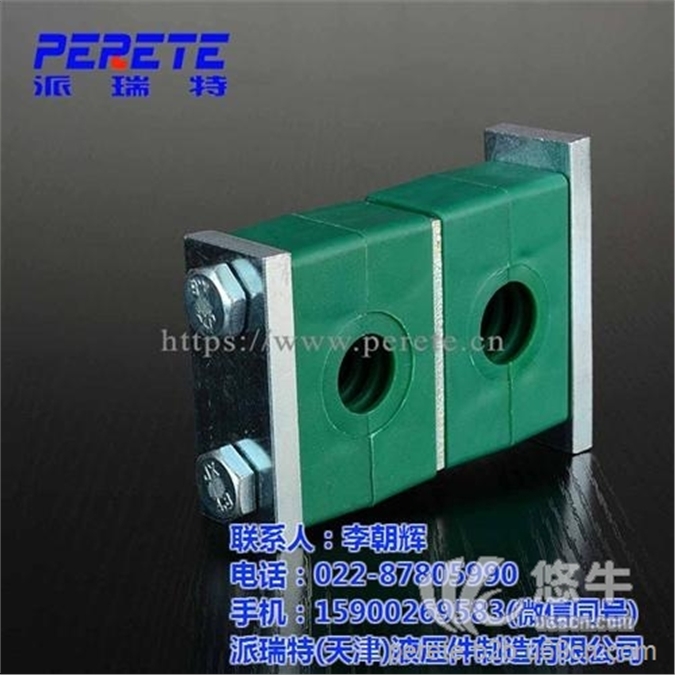
不锈钢焊接式端直通管接头 1、这种接头具有结构简单,制造方便,耐压高、密封性能好等优点。广泛应用于冶金、矿山、重型机械等液压管路系统,缺点是安装时焊接工作量大,且装不便。 2、焊接式管接头主要由接头体、螺母和接管组成。在接头体和接管之间用O型密封圈密封。当接头体拧入机体时,采用金属垫圈或组合垫圈实现端面密封。接管与管理系统中的钢管用焊接连接。管接头和机件的连接主要采用普通细牙螺纹。

再热裂纹形成的外因
蠕变变形,实际上是一个受热膨胀的过程,在这个过程中是产生膨胀拉应力,来抵消一部分焊接过程中产生的压应力,当冷却收缩时产生收缩力来抵消部分焊接过程中产生的拉应力,从而使应力峰值降低。因此,在焊接区内微缺陷气孔、夹渣等应力集中区,当膨胀力与该区应力叠加后产生高峰值的拉应力,峰值大于材料的强度值时,原来维持不失效的平衡将被打破而产生裂纹。这些应力集中的区域应力分布的状态很复杂,受厚度位置的不同而不同,受周围是否有接管等拘束的不同而不同。比如,该种缺陷处于V型坡口焊接时的下部,这些缺陷受的是拉应力,处于上方时,受的是压应力。这也是很多再热裂纹多存在于焊接区的根部的原因。复合堆焊过渡层由于是异种钢的焊接,组织很复杂,又处于拉应力的区域,故产生的再热裂纹的倾向也是很大的。