品牌:济宁利兴精密机械制造有限公司
起订:1件
渐开线花键的基本牙型分为4种,【30度平齿根,30度圆齿根,37.5度圆齿根和45度圆齿根,】渐开线花键轴的基本牙型是指基本齿条的法向牙型,基本齿条是指直径为无穷大的误差的理想花键,基本牙型是确定渐开线花键尺寸的根据,其齿间是齿条形刀具的牙型。
渐开线花键的基本牙型分为4种,【30度平齿根,30度圆齿根,37.5度圆齿根和45度圆齿根,】渐开线花键轴的基本牙型是指基本齿条的法向牙型,基本齿条是指直径为无穷大的误差的理想花键,基本牙型是确定渐开线花键尺寸的根据,其齿间是齿条形刀具的牙型。








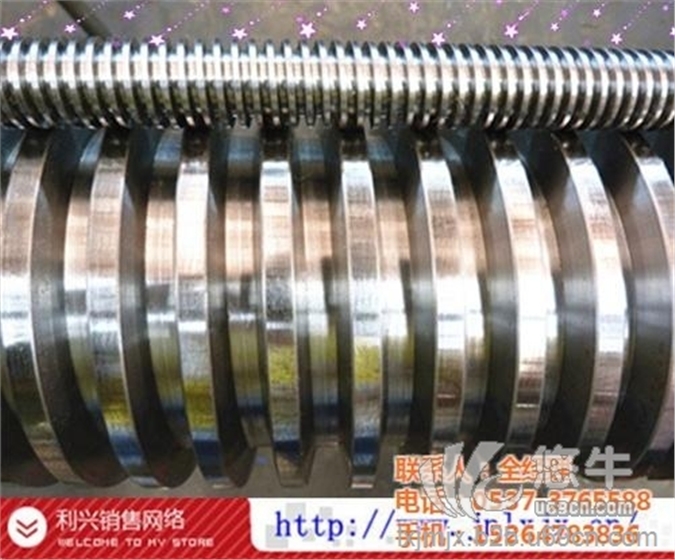
大型加长丝杠是一种用在大型卧式车床上的传动部件,也是机床上的重要传动部件,如何做到对接丝杠的不留痕迹,一直倍受广机 床企业用户关注。其中大型丝杠的噪音问题就是直接影响到其工作性能因素之一,因此,想方设法地解决噪音问题早已是一个 热点工作。而大型丝杠的性能因设计、制造、安装以及使用维护等因素而受到影响,如何降低或者控制大型丝杠的噪音,可从设计、构造、安装以及使用维护方面分析起。设计方面选用的材料要具有足够的强度性、耐磨性、减振性等优点。制造过程中的螺距、丝杠外圆的椭圆度,和丝杠的平衡度,螺距误差及加工过程丝杠面表面粗糙度,使加工中获得最的丝杠综合质量,可以大大降低丝杠引起的噪声。














梯形茸纹车削方法
①直进法螺距小于3mm梯形螺纹粗车、精车使用一把车刀,直接切进。机床配件螺纹车刀刀尖及左右两个侧刃都参加切削,逐刀切削螺纹至尺寸。切削时应手扶大拖板手轮,使大拖扳手轮不至于窜动,否则会影响螺纹精度。使用高速钢车刀应加足够冷却液,防止刀具过旱磨损。
②左右车削法车削大螺距梯形螺纹必须要分粗加工、精加工。粗加工担负整个切削量的95%,精车只占5%。因此,要求粗加工为精加工创造方便。当工件螺距确定之后,主轴旋转,大拖板在丝杠带动下,沿需要的螺线行进,粗车刀应轻接触工件表面,先车出一条螺纹螺旋线。操作者一步应检查螺旋线的距离是否是螺纹的螺距,然后再根据螺纹齿顶宽再车一条线。这样做的目的是在左右车削时车刀只车沟槽部分,车到顶的界限就停止。切削时,1刀靠近一面螺纹齿顶线吃刀2mm。在车刀空程返回时,小拖板向左赶刀2mm。机床配件当车至左面界线时,小拖板向右摇1mm,中拖板二次进刀切人工件2mm。这样每切进2mm,向左赶一次刀,或向右赶一次刀,这样螺旋槽在切槽左右赶刀反复切削中完成了。当接近精车尺寸时,应将螺纹两侧面靠光,这样做可减少精车负担。



;">点赞 <b id="like-5-11837539-0">0</b></div><div class="hate" onclick="Dhate(5, 11837539, 0);">反对 <b id="hate-5-11837539-0">0</b></div><div class="report" onclick="Dreport(5, 11837539, 0);"><b>举报 0</b></div>
<div class="favorite" onclick="Dfavor(5, 11837539);"><b>收藏 0</b></div>
<div class="comment" onclick="Go()