加工卡套接头的刀具的强度和耐用度的变化具有随机特征
工作过程中,在规定的瞬间内,机床参数的实际值,是上述所有三种过程类型共同作用的随机函数。研究刀具切削部分材料的机械性能表明,不同型号的硬质合金,其弯曲强度极限(最重要的指标之一)都是非常不稳定的。对不同的工厂来说,评定强度极限稳定性特性的变差(Bapxauast)系数变化的范围为0.2-0.13通过很多企业和实验室对刀具耐用度的实验表明,不同类型的切削刀具,在所有的加工中,卡套接头的耐用度是与理论分布律相符合的随机变量。根据结构参数,制造卡套接头工艺以及工具制造厂的情况不同,不同类型刀具耐用度变差系数的变化范围从0.09到0.97。以六个工具厂钻头的相对耐用度为例(以一个工具制造厂的钻头耐用度为单位),当耐用度变差系数的变化范围由0.15变到0.56时,其相对耐用度的变化范围为1~0 .4。

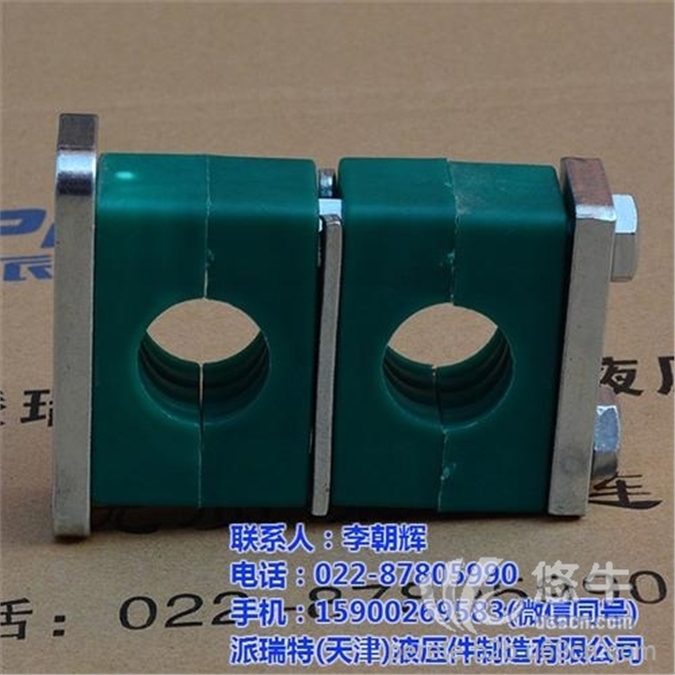
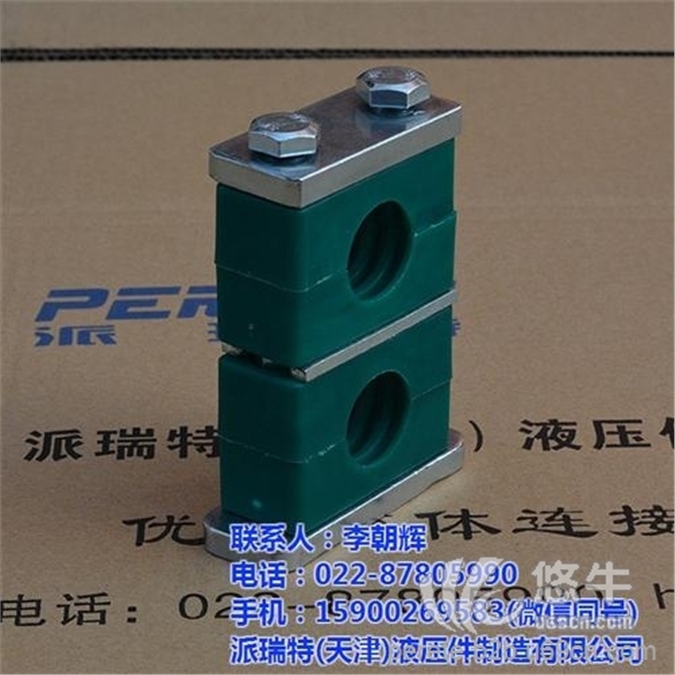
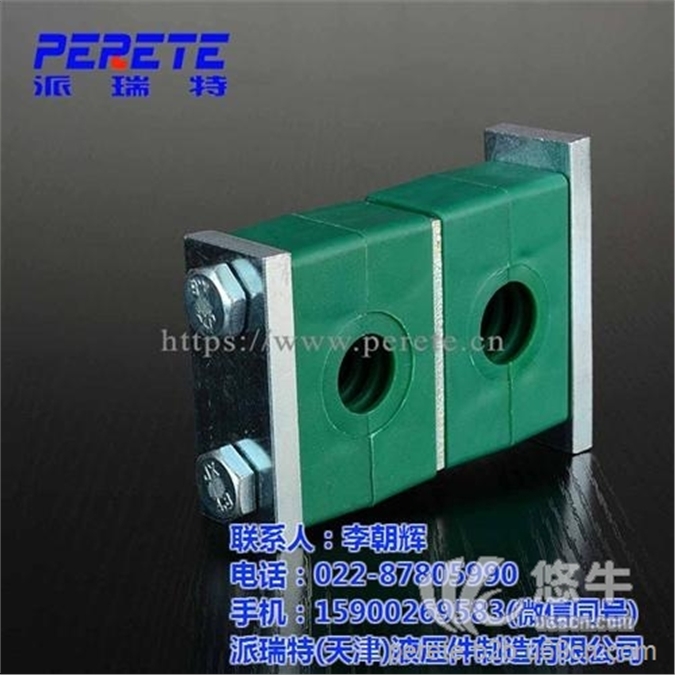
现社会由于各机械对不锈钢双卡套接头的工作性能和结构特点有异:
当所有卡套接头处于中立位置时,仪表阀的控制通路B与回路接通,压力油流经仪表阀上的阻尼孔C时,产生压力降,使仪表阀弹簧腔的油压低于阀的进口油压,仪表阀便在此压力用下克服不大的弹簧力开启,油便从油道D回油。这种回油方式的卸荷压为在卡套接头的系数增加时变化不大,始终保持较小的数值,它的缺点是当换向时由于卸荷阀的惯性,会产些压力冲击。

由于卡套式接头产品管件工作条件各有所不同,各厂制定的工序间余量和机械加工总余量的差异很大,很难用统一的计算方法求出。一般多是根据经验来确定。卡套式接头零件上的一个表面往往不是由一个工序或工步加工而获得的。如果零件的某一表面是由若干工序(工步)加工而成,则先后进行加工的各工序(工步)尺寸需在制定工艺过程时,根据每次加工时的工序余量的大小进行计算决定在各工序图中需算出该加工工序的工序尺寸、公差及表面光洁度要求。