由于我们在加工卡套接头的刀具的强度和耐用度的变化具有随机特征,因此,切削刀具连续工作的时间,只能以已知的确定概率估计。硬质合金刀具的故障,除磨损之外,还可能出现切削部分的小崩刃及大崩刃和刀片整个碎裂等。利用2000多把焊接车刀和250把各种型号可转位不重磨刀片进行实验表明,由磨摄使其停止工作的占34.40%,出现刀片碎裂和小崩刃的占35.6%,大崩刃的占30%。

不同冶炼方法所获得的同一种牌号的合金材料,以及用一种冶炼方法所获得的不同铸件,其可加工性也都是各不相同的。特别是铸件和锻件之间有很大的区别。经验表明,在较好的场合下,可加工性指标的分散是45~20%。但对不同的合金进行比较时,此分散高达400 %,甚至可达2000~500')% 。一批不锈钢材料强度和硬度值的实际分散,通常可以按着正态分布规律加以描述。根据对 45*卡套接头不锈钢制成的模锻零件的可加工性的研究,得出质量分析方面的结论。尽管工具钢的冶炼方法有了改边,但刀具通用度的变化仍是很大的。这种状况,显然不能满足加工的要求,因为刀具后表而的磨损,决定了测量精度和被加工卡套接头零件表面的粗糙度。

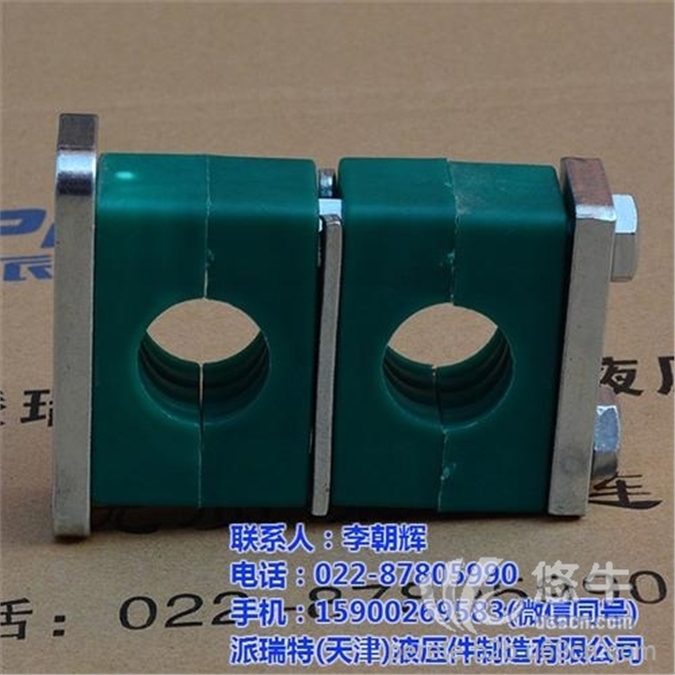
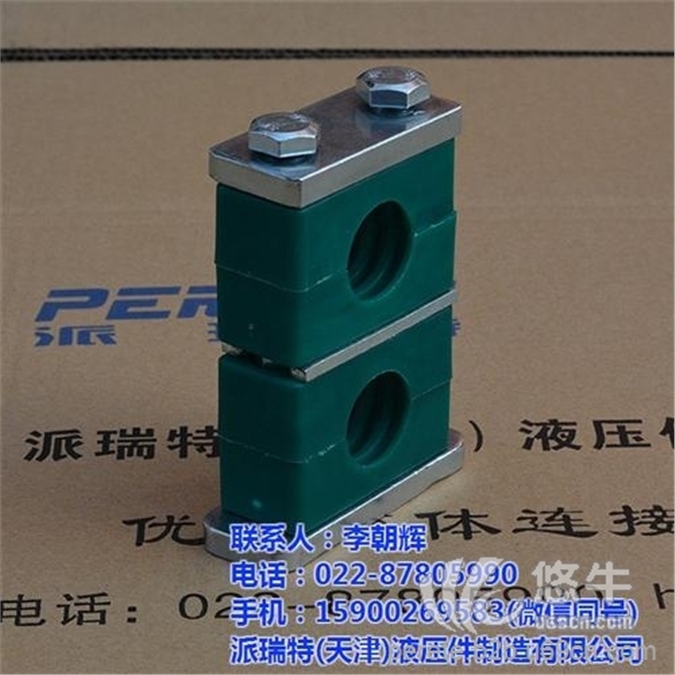
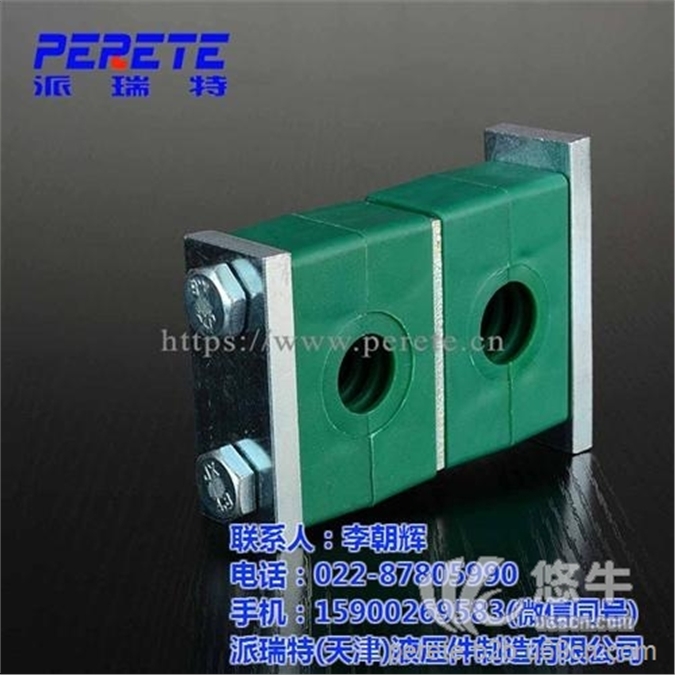
现社会由于各机械对不锈钢双卡套接头的工作性能和结构特点有异:
当所有卡套接头处于中立位置时,仪表阀的控制通路B与回路接通,压力油流经仪表阀上的阻尼孔C时,产生压力降,使仪表阀弹簧腔的油压低于阀的进口油压,仪表阀便在此压力用下克服不大的弹簧力开启,油便从油道D回油。这种回油方式的卸荷压为在卡套接头的系数增加时变化不大,始终保持较小的数值,它的缺点是当换向时由于卸荷阀的惯性,会产些压力冲击。