由于卡套式接头产品管件工作条件各有所不同,各厂制定的工序间余量和机械加工总余量的差异很大,很难用统一的计算方法求出。一般多是根据经验来确定。卡套式接头零件上的一个表面往往不是由一个工序或工步加工而获得的。如果零件的某一表面是由若干工序(工步)加工而成,则先后进行加工的各工序(工步)尺寸需在制定工艺过程时,根据每次加工时的工序余量的大小进行计算决定在各工序图中需算出该加工工序的工序尺寸、公差及表面光洁度要求。

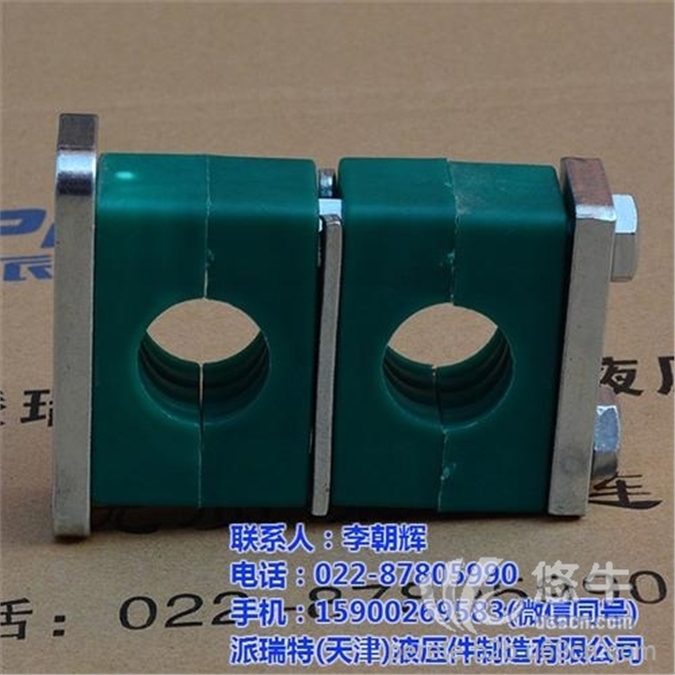
现社会由于各机械对不锈钢双卡套接头的工作性能和结构特点有异:
整体式的结构紧凑、重量轻、压力损失也较小。缺点是不同机械的多路阀难于冠用,加工时只要有一个阀孔不合格即全体报废。整体式的阀体一般是铸造的,工艺比单片复杂。当卡套接头、联数较少时,(例如推上机、装载机等动作较少的机械所用的)宜采甩整体式站构。

留给加工表面每一道工序的余量叫做工序余量,留给加工表面各个工序余量的总和叫做总余量‘它们可用下列关系式表示: 工序余量=卡套式管接头的公称尺寸—工件成品的公称尺寸加工余量的大小必须选择合适 余量过大,浪费材料,增加工时以及刀具、动力等消耗多余量过小,会使产品精度得不到保证。在确定加工余量时,尽量减少余量。应在保证产品加工精度的条件下,如上所述,在工件上留有加工余量的目的,是为了保证加工表面的精度和表面质量,把包含各种缺陷和误差的金属层切去。这些误差和缺陷有:上一道工序留下来的表面微观粗糙度及表面缺陷层(铸件的冷硬层及气孔夹渣层);锻件和热处理件的氧化皮、脱碳层、表面裂纹或其他破坏层;切削加工后内应力层,上一道工序留下来的空间几何形状误差,上一道工 影响加工余量的因素很多,这些因素与毛坯的生产状况、加工设备、工人技术水平有密切关系。