品牌:济宁利兴精密机械制造有限公司
起订:1件
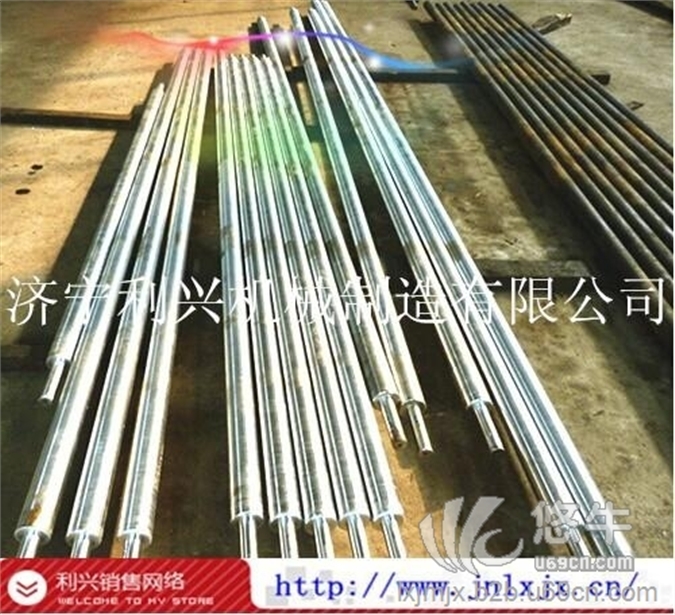
丝杆在加工过程中接触支撑爪而产生振动。车床所以在车削细长轴时,最使用三爪跟刀架,因为使 用三个支撑爪的跟刀架,能使工件上、下、前、后均不能移动,车削稳定,不易产 生振动。 使用跟刀架时,一定要注意 支撑爪对工件的支撑要松紧适 当,若太松,起不到提高刚性的 作用,若太紧则影响工件的形状 精度,车出的工件呈“竹节形”。
丝杆在车 床车削过程中,要经常检查支撑 爪的松紧程度,进行必要的调 整。














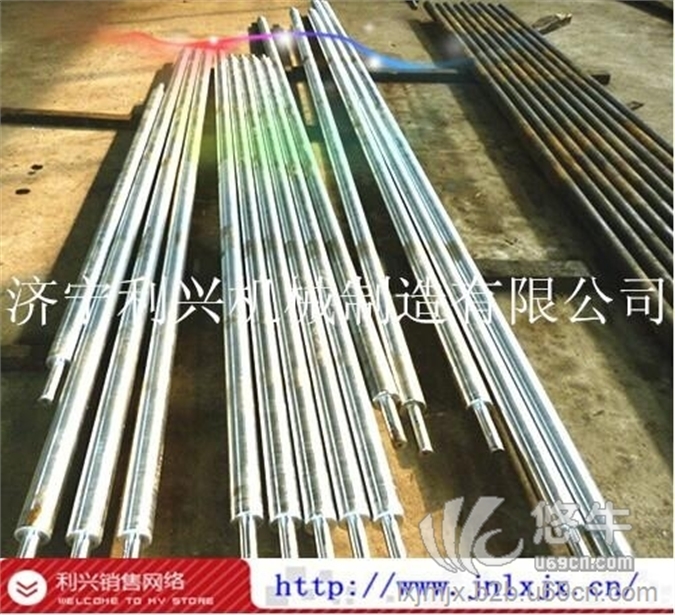
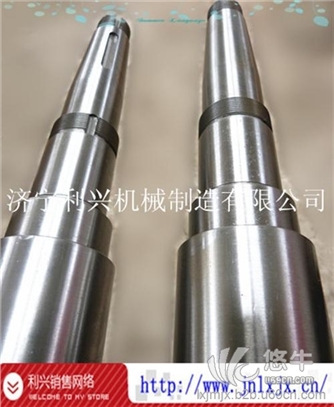
梯形丝杠是要求螺纹在运动中作移动的关键部件,主要采用优质合金钢材加工,经过热处理加工,保证其优良的机械性能,在制造过程中,粗精工序分开,有效保证零部件的应力合理分布,关键工序在恒温车间加工,稳定的温度,保证高精度丝杠的全部指标符合国标JB/T 2886-1992机床梯形螺纹丝杠、螺母技术条件有关验收标准。
梯形丝杠精度等级及验收技术标准:L标识左旋丝杠,右旋丝杠一般不标注。精密丝杠车床,外元磨床,平面磨床的进给运动等。
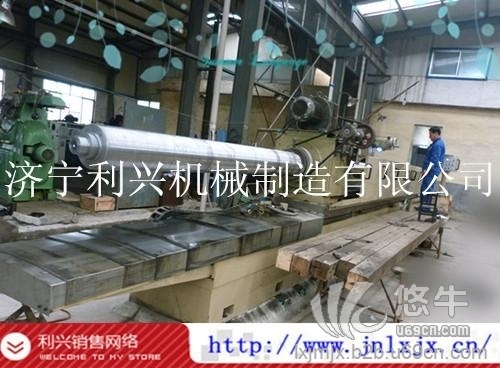
8级丝杠-一般传动,普通车床及螺纹铣床;主要设备:粗加工:数控车床1M, 2M, 3M,普通车床:1M—8M车床等;半精加工:数控旋风铣车床:精加工:1M, 2M, 3M, 4M, 5M, 8M精密滚珠丝杠车床,恒温加工,校正尺补偿保证6级,7级,8级,9级不同丝杠加工精度。









车削细长轴时,由于工件刚性差,刀具几何形状对工件产生的振动非常敏感。如果车刀的几何形状选择不当,也不可能得到良好的效果。选择时主要考虑以下几点。
1.为了减少切削力,减少细长轴的弯曲,车刀的主编角取75°~93°。
2.为了减小切削力,应该选择较大的前角,取15°~30°。
3.车刀前面应该磨有R1.5~3的断屑槽,使切屑卷曲折断。
4.选择负的刃倾角,取-3°~-10°,使切屑流向待加工表面。另一方面,车刀也容易切入工件,并可减少切削力。
5.刀刃粗糙度要高,并要经常保持锋利。
6.为了减少径向切削力,刀尖半径应选得较小(R﹤0.3mm),倒棱的宽度也应选得较小。





;">点赞 <b id="like-5-11883850-0">0</b></div><div class="hate" onclick="Dhate(5, 11883850, 0);">反对 <b id="hate-5-11883850-0">0</b></div><div class="report" onclick="Dreport(5, 11883850, 0);"><b>举报 0</b></div>
<div class="favorite" onclick="Dfavor(5, 11883850);"><b>收藏 0</b></div>
<div class="comment" onclick="Go()