品牌:济宁利兴精密机械制造有限公司
起订:1件
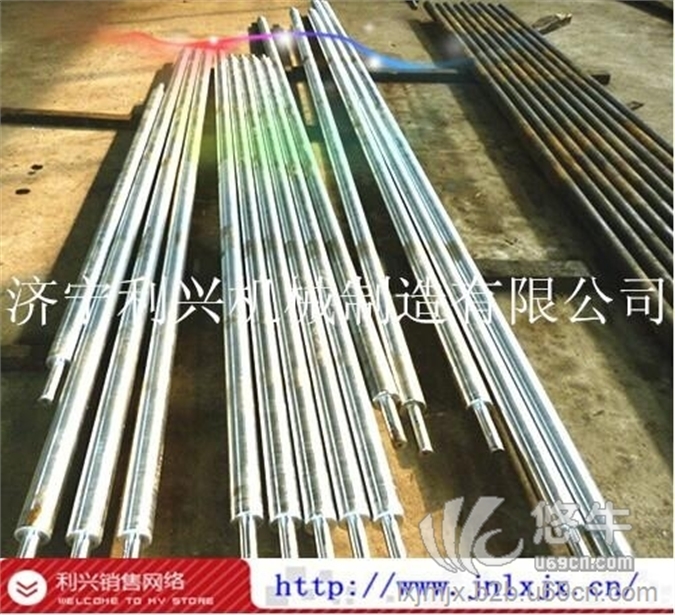
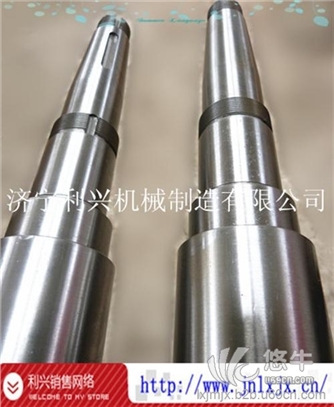
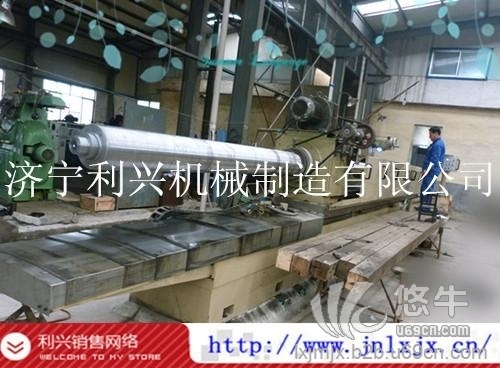
大批生产CA6140车床主轴加工工艺过程
序号 工序名称 工序内容 定位基准 设备
1 备料
2 锻造 模锻 立式精锻机
3 热处理 正火
4 锯头
5 铣端面钻中心孔 毛坯外圆 中心孔机床
6 粗车外圆 顶尖孔 多刀半自动车床
7 热处理 调质
8 车大端各部 车大端外圆、短锥、端面及台阶 顶尖孔 卧式车床
9 车小端各部 仿形车小端各部外圆 顶尖孔 仿形车床
10 钻深孔 钻?48mm通孔 两端支承轴颈 深孔钻床
11 车小端锥孔 车小端锥孔(配1∶20锥堵,涂色法检查接触率≥50%) 两端支承轴颈 卧式车床
12 车大端锥孔 车大端锥孔(配莫氏6号锥堵,涂色法检查接触率≥30%)、外短锥及端面 两端支承轴颈 卧式车床
13 钻孔 钻大头端面各孔 大端内锥孔 摇臂钻床
14 热处理 局部高频淬火(?90g5、短锥及莫氏6号锥孔) 高频淬火设备
15 精车外圆 精车各外圆并切槽、倒角 锥堵顶尖孔 数控车床
16 粗磨外圆 粗磨?75h5、?90g5、?105h5外圆 锥堵顶尖孔 组合外圆磨床
17 粗磨大端锥孔 粗磨大端内锥孔(重配莫氏6号锥堵,涂色法检查接触率≥40%) 前支承轴颈及?75h5外圆 内圆磨床
是不是很麻烦呢?那也要生产,济宁利兴机械有经验做好请QQ我








配置主轴,是从一开始就决定规格的工件材料,理想的切削条件,而最常见的工具,用来对机床。主轴驱动机构,驱动马达, 轴承种类,主轴轴的尺寸都是选定的基础上,其目标应用。该文件提供了一套模糊设计规则, 这导致一种互动,并以自动化设计的主轴驱动配置。结构动力学的主轴是自动优化配置轴承沿主轴轴。
合理选择光轴切削用量 车削细长轴时,切削用量应比普通轴类零件适当减小,用硬质合金车刀粗车,可按下表切削用量
工件直径/mm 20 25 30 35 40 工件长度/mm 1000-2000 1000-2500 10003-000 1000-3500 1000-4000 进给量/mm.r 0.3-0.5 0.35—0.4 0.4-0.45 0.4 0.4 切削深度ap/mm 1.5-3 1.5-3 2-3 2-3 2.5-3 切削速度v/mm.s 40-80 40-80 50-100 50-100 50-100精车时,用硬质合金金车刀车削φ20φ40mm,长1000-1500mm细长轴时,可选用f=0.15-0.25mm/r,ap=0.2-0.5mm,v=60-100m/s


,镀铬直线光轴(sfc):镀铬直线利兴光轴是在普通直线光轴的基础上镀了一层硬铬,可适用于易长锈的环境或不好的环境此轴大量应用于工业机械人,自动滑移系统装置的运动部分。材质:suj2(相当)国标gcr15.硬度:hrc602硬化层深度:0.8-3mm表面粗糙度:ra0.10m-ra0.35m直线度:70um/1000mm以下镀铬层厚度:3m-5m.轴外径公差g6
,镀铬直线软轴(rsfc):镀铬直线软轴由于其镀铬层较厚可直接用于精密光轴和一些于自润滑轴承的配合。由于其硬度比较适中在很多领域上都有所应用。材质:45#或40cr或2cr13硬度:hb220-260硬化层深度:0.8-3mm直线度:0.15mm/1000mm以下镀铬层厚度:0.02-0.05mm
和各种轴类的加工。