品牌:济宁利兴精密机械制造有限公司
起订:1件
40Cr 钢丝杠的调质处理 Cr 能增加钢的淬透性,提高钢的强度和回火稳定性,具有优良的机械性能。 截面尺寸大或重要的调质工件,应采用 Cr 钢。但 Cr 钢有第二类回火脆性。 40Cr 工件调质的淬回火,各种参数工艺卡片都有规定,我们在实际操作中体 会是:
(一)40Cr 丝杠工件淬火后应采用油冷,40Cr 钢丝杠的淬透性较好,在油中冷却能淬 硬,而且工件的变形、开裂倾向小。但是小型企业在供油紧张的情况下,对形状 不复杂的工件,可以在水中淬火,并未发现开裂,只是操作者要凭经验严格掌握 入水、出水的温度。
(二)40Cr 丝杠工件调质后硬度仍然偏高,第二次回火温度就要增加 20~50℃, 不然,硬度降低困难。
(三)40Cr 丝杠工件高温回火后,形状复杂的在油中冷却,简单的在水中冷却, 目的是避免第二类回火脆性的影响。回火快冷后的工件,必要时再施以消除应力 处理。 影响调质工件的质量,操作工的水平是个重要因素,同时,还有设备、材料和调 质前加工等多方面的原因,我们认为:
(一)工件从加热炉转移到冷却槽速度缓慢,工件入水的温度已降到低于 Ar 3 临界点,产生部分分解,工件得到不完全淬火组织,达不到硬度要求。所以小 零件冷却液要讲究速度,大工件予冷要掌握时间。
(二)工件装炉量要合理,以 1~2 层为宜,工件相互重叠造成加热不均匀, 导致硬度不匀。
(三)工件入水排列应保持一定距离,过密使工件近处蒸气膜破裂受阻,造 成工件接近面硬度偏低。
(四)开炉淬火,不能一口气淬完,应视炉温下降程度,中途闭炉重新升温, 以便前后工件淬后硬度一致。
(五)要注意冷却液的温度,10%盐水的温度如高于 60℃,不能使用。冷却 液不能有油污、泥浆等杂质,不然,会出现硬度不足或不均匀现象。
(六)未经加工毛坯调质,硬度不会均匀,如要得到好的调质质量,毛坯应 粗车,棒料要锻打。
(七)严把质量关,淬火后硬度偏低 1~3 个单位,可以调整回火温度来达到 硬度要求。但淬火后工件硬度过低,有的甚至只有 HRC25~35,必须重新淬火, 绝不能只施以中温或低温回火以达到图纸要求完事,不然,失去了调质的意义, 并有可能产生严重的后果。







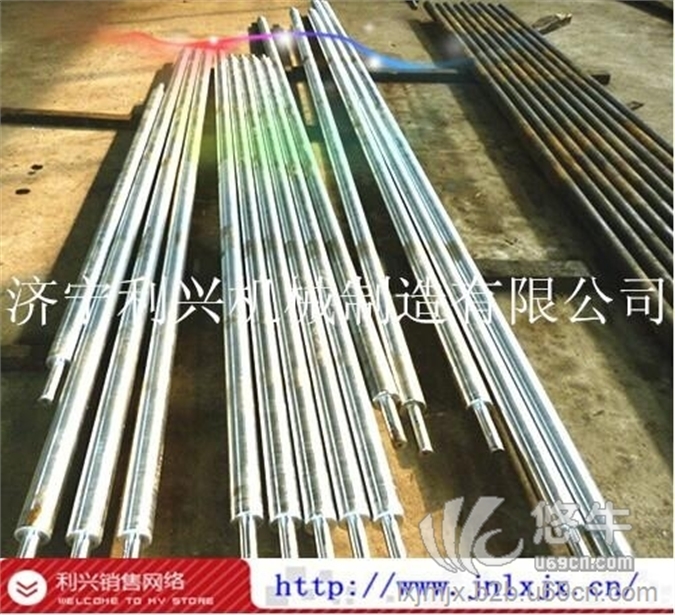
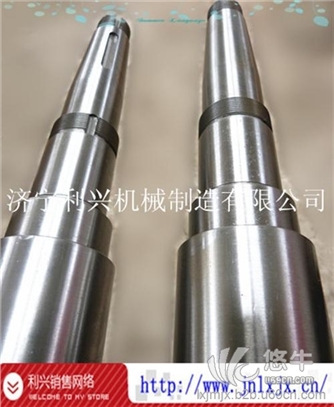
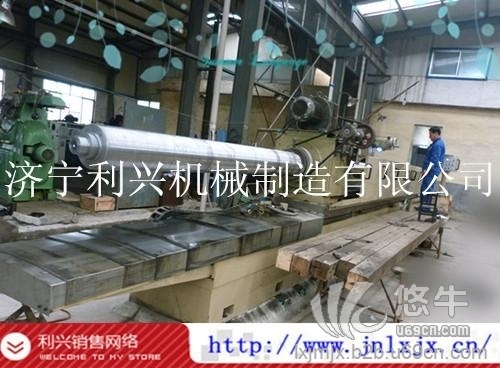
专业生产各种机床丝杠,不锈钢丝杆,45#调质钢丝杆,40cr钢丝杆,大型丝杠,大螺距非标丝杠,全部选用国内大型钢厂的优质45#调制钢和中碳钢生产,材料品质保证。本产品以高精,高光见长,表面达到镜面亮度。产品的表面的光洁度,直线度,椭圆度完全可以取代进口产品。
加工范围直径(20mm至360mm 最长18m.精度:直线度≤0.1mm/m, 椭圆度≤0.002mm,螺距公差≤0.005mm 表面亮度2-3个,
硬度200-230 ,表光结度Ra0.3-0.6 直线度≤0.10/1000 圆度≤0.005-0.02 直径公差g6或H7








梯形螺纹丝杠是应用很广泛的传动螺纹,分为米制和英制两种。英制梯形螺纹的牙型角为29°(在我国应用较少),我国主要应用米制梯形螺纹,其牙型角为30°。
1.正确认知梯形螺纹标记
梯形螺纹的标记由螺纹代号、公差代号及旋合长度代号组成,彼此用“—”分开。根据国标规定,梯形螺纹代号由种类代号Tr和螺纹“公称直径×导程”来表示,由于标准对内螺纹小径D1和外螺纹大径只规定了一种公差带(4H、4h),规定外螺纹小径d3的公差位置永远为h的丝杠基本偏差为零。公差等级与中径公差等级数相同,而对内螺纹大径D4,标准只规定下偏差(即基本偏差)为零,而对上偏差不作规定,因此梯形螺纹丝杠仅标记中径公差带,并代表梯形螺纹公差(由表示公差带等级的数字及表示公差带位置的字母组成)
丝杠螺纹的旋合长度分为三组,分别称为短旋合长度(S)、中旋合长度(N)和长旋合长度(L)。在一般情况下,中等旋合长度(N)用的较多,可以不标注。
梯形螺纹副的公差代号分别注出内、外螺纹的公差带代号,前面是内螺纹公差带代号,后面是外螺纹公差带代号,中间用斜线分隔。
标记示例:
丝杠螺纹代号
单线螺纹丝杠:Tr40×6-7H-L
Tr:螺纹种类代号(梯形螺纹)
40:公称直径
6:导程(对于单线螺纹而言,导程即为螺距)
7H:内螺纹公差代号
L:旋合长度代号
;">点赞 <b id="like-5-11960681-0">0</b></div><div class="hate" onclick="Dhate(5, 11960681, 0);">反对 <b id="hate-5-11960681-0">0</b></div><div class="report" onclick="Dreport(5, 11960681, 0);"><b>举报 0</b></div>
<div class="favorite" onclick="Dfavor(5, 11960681);"><b>收藏 0</b></div>
<div class="comment" onclick="Go()