品牌:济宁利兴精密机械制造有限公司
起订:1件
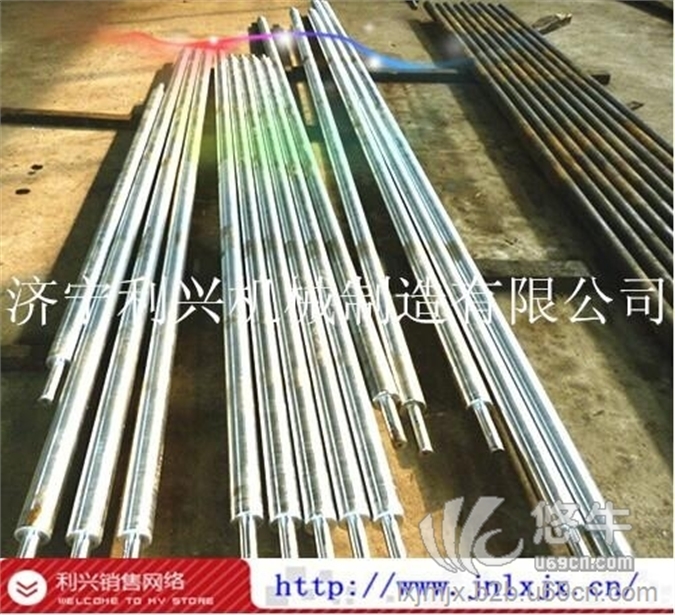
大丝杠螺纹是由线型组成的图形,它的种类很多。
最直观的就是在圆柱或者圆锥母体表面上制出的螺旋线形的具有特定截面的凸出部分。螺纹按其母体形状分为圆柱丝杠螺纹和圆锥丝杠螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形丝杠螺纹、矩形丝杠螺纹、梯形丝杠螺纹、锯齿形丝杠螺纹及其他特殊形状丝杠螺纹,三角形丝杠螺纹主要用于联接,矩形、梯形和锯齿形螺纹主要用于传动;
按螺旋线方向分为左旋丝杠螺纹和右旋丝杠螺纹,一般用右旋丝杠螺纹;按螺旋线的数量分为单线丝杠螺纹、双线丝杠螺纹及多线丝杠螺纹;联接用的多为单线,传动用的采用双线或多线;按牙的大小分为粗牙螺纹和细牙螺纹等,按使用场合和功能不同,可分为紧固丝杠螺纹、管丝杠螺纹、传动丝杠螺纹、专用丝杠螺纹等。












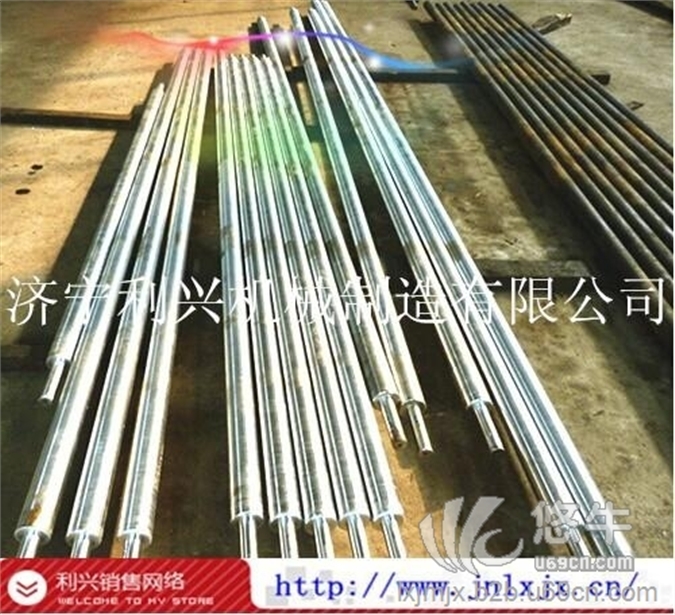
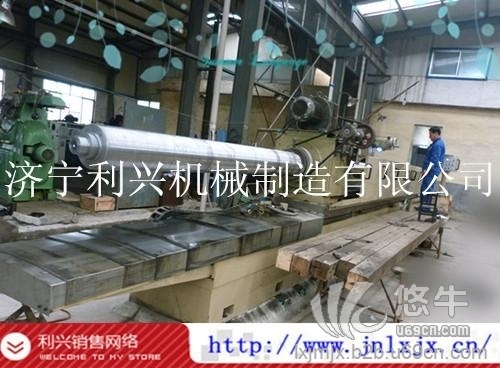
大型丝杆加工工艺流程:高速切削大型丝杆螺纹的方法用硬质合金车刀高速车螺纹,切削 速度取50—iOOm/rn.n。车削时只能用直进法进刀,使切屑垂直于轴线方向排出或卷成球状比较理想。机床配件如果用左右切削法车刀只有一个刀刃参加切削,高速排出的切屑会把另外一面拉毛。如果车刀刃磨得不对称或倾斜,也会使切屑侧向排出,拉毛螺纹表面。
高速切削大型丝杆螺纹是生产率很高的加工方法,因为高速切削螺纹时,转速要比用高速钢车刀低速切削时高1 5—20倍,而且吃刀次数可以减少2/3以上。如用高速钢车刀低速车削螺距P-2mm的螺纹,一般至少12刀左右,而用硬质合金车刀只需3~4 7即可,生产率就可大大提高,其次高速切削容易获得很光洁的螺纹。
产品标签:梯形丝杆 梯形丝杠 山东梯形丝杆 山东精密梯形丝杠 大型丝杠 大型精密丝杠 山东大型丝杠 花键轴 大型花键轴 山东花键轴 光轴等











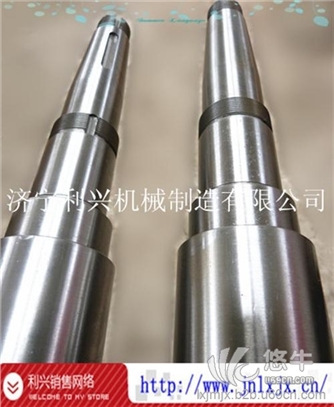
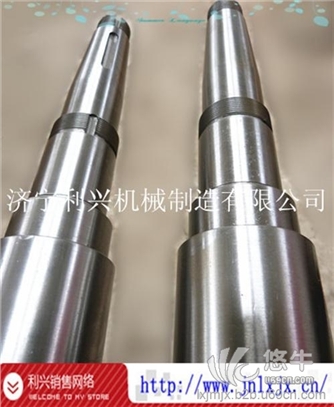
1、合适的运行速度曲线能提高大型丝杠丝杠的寿命,通常的设定是:匀加速---等速---匀减速。并且有大速度的限制,这个数值是动态的,可以参考DN值,一般的情况是速度与长度成反比,与直径和精度成正比。但是与端部加工精度、轴承精度和安装方式也有很大的关系。端部加工要注意与有效螺纹部分的同心度,安装轴承要选择恰当的径向和轴向游隙,安装方式以两端固定安装为好,固定---支撑次之。2、丝杠出厂时已经做好润滑,短期内