Fe-05耐磨合金粉块
1/5

Fe-05耐磨合金粉块
¥55.00/公斤
2022-06-07 15:153分享0询价
参数
- 工业牌品牌
- 20公斤起订
- 邢台产地
河北 邢台
0天内发货
0公斤
产品参数
- 工业牌
- 河北 邢台
- 20公斤

产品详情
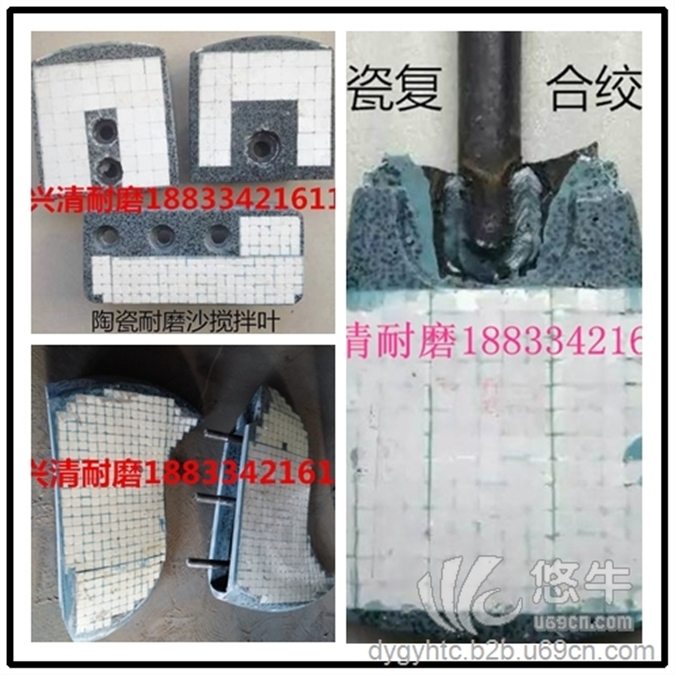
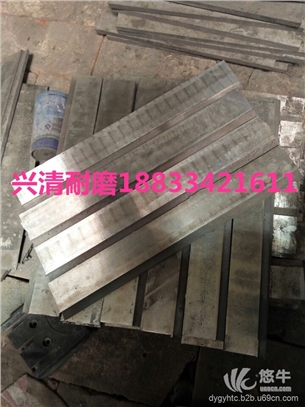
<< Fe-05耐磨合金粉块>> 此粉块自熔性良好,堆焊的工件无需除锈,它可堆焊在低、中碳钢、低合金钢及铸钢件上,也可在高锰钢和某些灰铸铁上堆焊,用于承受低、中等程度冲击的强磨粒磨损的易损件的制造与修复,焊后硬度为HRC≥79。它主要用于各种叶片、溜槽耐磨钢板、挤压辊辊面、制砖机绞刀、打泥板等零部件的制造和修复。堆焊后可提高使用寿命3-8倍。用量:堆焊面积为1平方米约需粉块10kg或稍多一些,每1kg粉块,堆焊后所获得的耐磨层的重量为1.5kg左右,是任何耐磨堆焊材料所达不到的。用法:1、手工碳弧焊:石墨电极规格:(碳棒)直流:φ10×300、φ12×300、φ15×300;(碳棒)交流:φ8×350、φ10×350;交流弧焊机(空载电压≥70v)。焊钳:采用加长嘴焊钳(防人灼伤)堆焊时,碳棒伸出钳口100mm左右;堆焊电流200~300a,堆焊稀释率50%。2、用耐磨焊条添加粉块手工电弧焊,堆焊电流250a~300a。fe-05耐磨合金粉块的抗裂性与抗磨性都优于fe-05焊条,主要用于在振动疲劳磨损严重零部件上。 堆焊装载机的方法与效益1、方法:(1)新铲刃用d-65型堆焊1层,堆焊厚度为3~5mm;堆焊部位为刃板的刃口部及其正背面。堆焊宽度:正面,从刃口部向里堆焊3cm宽:背面(底面),从刃口部向里堆焊6cm宽、刃口全部堆焊;铲刃底面垂直刃口部堆焊层,每隔15cm纵向堆焊一条宽2cm,长16cm的堆焊层。(2)旧铲刃:磨损不严重的铲刃可用d266型堆焊条焊平再用新铲刃的堆焊方法堆焊。2、效益:用上述方法堆焊的装载机铲刃,相当于不堆焊新铲刃的使用寿命3倍。 使用于:建材行业:砖瓦厂、搅刀、搅笼、对滚、锤破、笼破。水泥厂、塔盘、塔尖、筚齿、衬板、鄂板、破石机、锤头、排水叶片、挤压辊、磨滚、挖土机、铲齿、搅拌机叶片。矿产行业:煤矿、溜槽、电铲斗齿、钻头修补。钢厂:大钟、小钟、漏斗。糖厂:造纸厂、建筑、耐火材料厂等企业的搅拌与粉碎。农业:镟耕犁刀、玉米杆粉碎。其它行业:各种易磨损件修补,能达到较理想的效果。

在线留言
店铺最新





- Fe-05耐磨合金粉块
- ¥55.00
 在线问
在线问
最近来访记录
广东省惠州市网友 2025-06-27 04:43 用苹果电脑在谷歌浏览器上访问了本页
美国 加利福尼亚州圣克拉拉县山景市谷歌公司网友 2025-04-30 02:57 用安卓手机在谷歌浏览器上访问了本页
德国网友 2025-03-15 21:43 用Win10电脑在谷歌浏览器上访问了本页
河北省张家口市网友 2025-03-06 04:37 用安卓手机在Safari上访问了本页
广东省深圳市网友 2025-02-15 14:00 用安卓手机在谷歌浏览器上访问了本页
广东省深圳市网友 2025-01-16 05:05 用iPhone手机在QQ上访问了本页
北京市网友 2025-01-02 01:45 用Win10电脑在谷歌浏览器上访问了本页
河北省张家口市网友 2024-12-17 03:35 用安卓手机在Safari上访问了本页