品牌:OTC
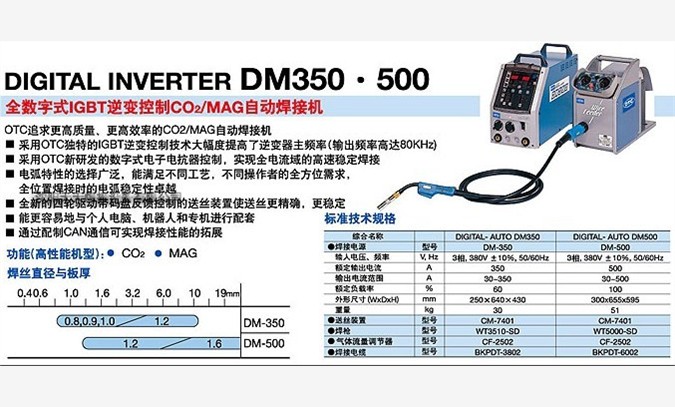
OTC全数字逆变气保焊机DM350.500
电弧特性的选择广泛,能满足不同工艺,不同操作者的全方位需求,全位置焊接时的电弧稳定性卓越能更容易地与个人电脑、机器人和专机进行配套
全数字式IGBT逆变控制CO2/MAG自动焊接机
销售热线13238872530
沈阳焊机http://www.tthanji.com OTC焊机http://www.syotc.com OTC机器人http://www.sytthj.com/ OTC气保焊机http://www.otchanji.com/ OTC电焊机http://www.otcwelder.com/ 欧地希焊接设备http://www.syttwelder.com/ OTC焊机官网 http://otc-cn.com OTC焊接机器人-为您的企业提供全面自动化焊接解决方案!
OTC追求更高质量,更高效率的CO2/MAG自动焊接机
1.采用OTC独特的IGBT逆变控制技术大幅度提高逆变器主频率(80KHz)
2.采用OTC新研发的数字式电子电抗器控制,实现全电流域的高速稳定焊接
3.电弧特性的选择广泛,能满足不同工艺,不同操作者的全方位需求,全位置焊接时的电弧稳定性卓越
采用OTC新研发的数字式电子电抗器控制,实现全电流域的高速稳定焊接
全新的四轮驱动带码盘反馈控制的送丝装置使送丝更精确,更稳定
通过配置CAN通信可实现焊接性能的拓展
4.全新的四轮驱动带码盘反馈控制送丝装置使送丝更精确,更稳定
5.能更容易地与个人电脑、机器人和专机进行配套
6.通过配制CAN通信可实现焊接性能的拓展
气体保护电弧焊简称气体保护焊或气电焊,它是利用电弧作为热源,气体作为保护介质的熔化焊。在焊接过程中,保护气体在电弧周围造成气体保护层,将电弧、熔池与空气隔开,防止有害气体的影响,并保证电弧稳定燃烧。气体保护焊,可以按电极的状态、操作方式、保护气体种类、电特性、极性、适用范围等不同加以分类,常用气体保护焊分类。
根据具体情况的不同,气体保护焊可采用不同的气体,常用的保护气体有二氧化碳、氩气、氦气、氢气及混合气体。气体保护焊的优点是:电弧线性好,对中容易,易实现全位置焊接和自动焊接;电弧热量集中,熔池小,焊接速度快,热影响区较窄,焊件变形小,抗裂能力强,焊缝质量好。缺点是不宜在有风的场地施焊,电弧光辐射较强。本节着重介绍氩弧焊和二氧化碳气体保护电弧焊。
氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
非熔化极氩弧焊的工作原理及特点
非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。
可以焊接化学性质非常活泼的金属及合金。惰性气体氩或氦即使在高温下也不与化学性质活泼的铝、钛、镁、铜、镍及其合金起化学反应,也不溶于液态金属中。用熔渣保护的焊接方法(如手弧焊或埋弧焊等)很难焊接这些材料,或者根本不能焊接。
可获得体质的焊接接头。用这种焊接方法获得的焊缝金属纯度高,气体和气体金属夹杂物少,焊接缺陷少。对焊缝金属质量要求高的低碳钢、低合金钢及不锈钢常用这种焊接方法来焊接。
可焊接薄件、小件。可单面焊双面成形及全位置焊接。焊接生产率低。钨极氩弧焊所使用的焊接电流受钨极载流能力的限制,电弧功率较小,电弧穿透力小,熔深浅且焊接速度低,同时在焊接过程中需经常更换钨极。
焊丝通过丝轮送进,导电嘴导电,在母材与焊丝之间产生电弧,使焊丝和母材熔化,并用惰性气体氩气保护电弧和熔融金属来进行焊接的。它和钨极氩弧焊的区别:一个是焊丝作电极,并被不断熔化填入熔池,冷凝后形成焊缝;另一个是保护气体,随着熔化极氩弧焊的技术应用,保护气体已由单一的氩气发展出多种混合气体的广泛应用,如Ar 80%+CO220%的富氩保护气。通常前者称为MIG,后者称为MAG。从其操作方式看,目前应用最广的是半自动熔化极氩弧焊和富氩混合气保护焊,其次是自动熔化极氩弧焊。
熔化极氩弧焊与钨极氩弧焊相比效率高,因为它电流密度大,热量集中,熔敷率高,焊接速度快。另外,容易引弧。需加强防护,因弧光强烈,烟气大,所以要加强防护。
非熔化极气体保护焊对电极材料的要求耐高温,在焊接过程中本身不熔化。电极要有较高的电子发射能力,要易于引弧及维持电弧的稳定燃烧。从这些要求来看,钨是比较理想的电极材料。常用钨极材料的特点 钨极氩弧焊用的非熔化极材料有纯钨极、钍钨极、铈钨极、镧钨极、锆钨极、钇钨极等。其中前三种是最常见的。纯钨极 是使用历史最长的一种非熔化电极。但其有一些缺点:一是电子发射能力较差,要求电源有较高的空载电压;二是抗烧损性差,使用寿命较短,需要经常更换重磨钨极端头。目前主要用于交流电焊接铝、镁及其合金时,利用其破碎氧化膜的作用好的特点。
钍钨极 在钨中加入一定量的氧化钍(ThO2)后就成为钍钨极。其电子发射能力高,所需电弧电压低,引弧容易而且稳定,大大延长钨极的使用寿命。但氧化钍(THO2)有微量放射性。
铈钨极 在钨中加入2%以下的氧化铈(CeO),就制成了铈钨极。其主要特点是:没有放射性,许用电流增大,热电子发射能力强,电弧稳定,热量集中,使用寿命长,端头形状易于保持。
氩弧焊既可以使用直流电又可以使用交流电。而在使用直流电时,直流正极性应用最广。电流种类及极性不同时,电弧的特点也截然不同。直流反极性 产生两种极重要的物理现象,即“阴极破碎作用和钨极过热问题”。
阴极破碎作用。电流在直流反极性时,由于焊件是阴极,电弧空间的正离子飞向焊接熔池及其附近的区域,质量大的正离子带着很大的动力撞击其表面,释放出很多能量,正离子撞击阴极释放出的能量要比电子撞击阳极表面释放出的能量多。在正离子的撞击作用下,金属表面氧化膜被破坏,甚至发生分解、蒸发而消失,液态金属附近的母材表面清洁而光亮。冷却以后,焊缝表面无氧化膜,成形美观。这就是阴极破碎作用,被广泛应用于化学性质非常活泼的金属,如铝、镁及其合金的焊接。
钨极过热 由于钨极是阳极,电子以很高的速度轰击钨极,放出大量的热量,造成钨极温度升高,降低钨极使用寿命,因而除了焊接铝镁合金外,一般很少使用。
焊件为正极,经受电子轰击时放出的全部能量转变成热能,焊接熔池深而窄,有利于金属的连接,焊接内应力和变形都小,焊接生产率高。钨极不易过热,使用寿命长,许用电流值大,钨极发射电子能力强,电弧稳定。没有阴极破碎作用,因而不能焊接铝、镁及其合金,但广泛用于碳钢、低合金钢、不锈钢、镍基合金、钛合金、铜合金等的焊接。
OTC追求更高质量、更高效率的CO2/MAG自动焊接机
采用OTC独特的IGBT逆变控制技术大幅度提高了逆变器主频率(输出频率高达80KHZ)
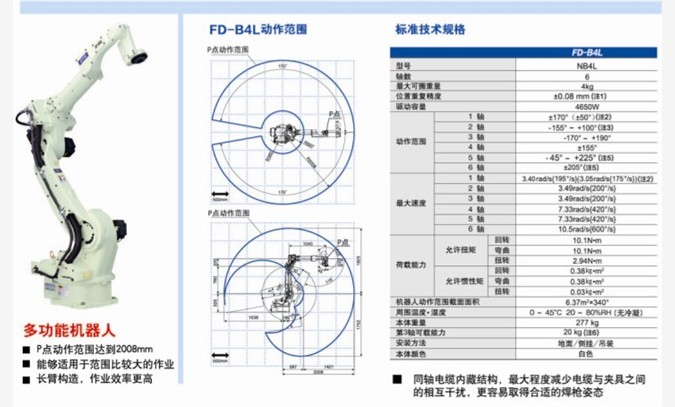
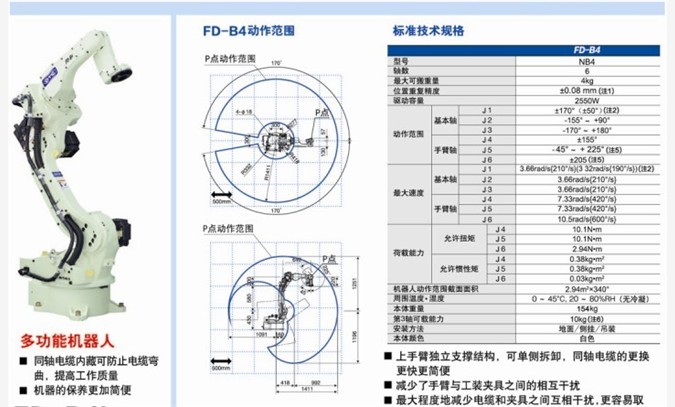
常用来与OTC机器人FD-V6/ FD-B4/FD-V6/FD-B4实现高质量的机器人焊接
本信息来自【OTC自动焊接机器人代理公司】 www.syotc.com
原文链接 http://www.syotc.com/show.asp?id=13
【TTotc-Bao】
========================================
联系人:吴经理 电话:15555561771 18655553662 18602499479 13238872530
沈阳天天自动焊接设备有限公司地址:
辽宁省沈阳市铁西区路官二街9-1号2门