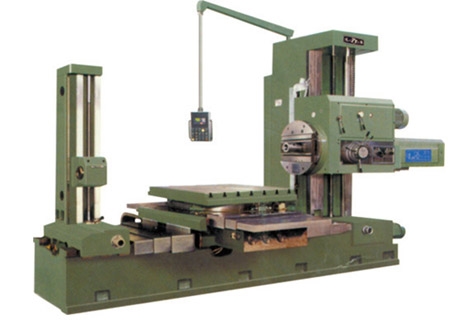
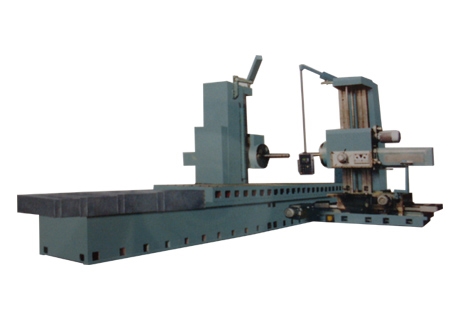
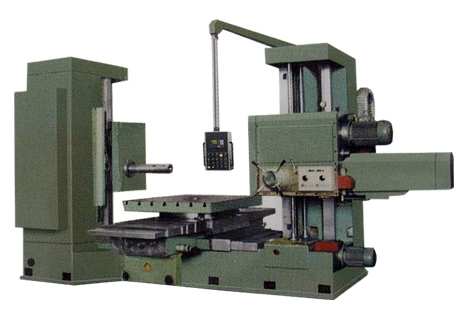
1.3 机床结构特点
u 机床总体设计布局为纵、横床身呈L字型分离结构,立柱垂直移动,工作台横向移动并可360°旋转(0、90、270、360四度光学瞄准定位)
u X 、Y 、Z坐标,经淬火、精加工后硬度可达Hb280-300,精度高,摩擦力小,精度保持性好;
u 运动机构运动方案,主轴箱驱动主轴、上、下滑座、工作台作进给移动,快速电机驱动快速箱作主轴箱快速垂直运动(Y向)、主轴的快速伸缩(W轴)、下滑座快速移动(Z向)、上滑座快速移动(X向)、工作台的快速旋转(B轴)、平旋盘滑块的快速移动(U轴)。工作台、主轴箱、上、下滑座均配有液压自动锁紧、运动平稳、定位精度高,承载能力大;
u 机构连接,双螺母机构用来消除传动间隙,保证移位精度;
u X、Z 坐标的导轨设有金属拉板式防护罩、防尘、防水、保护导轨;Y 向采用风琴式防护,保护Y 向导轨、丝杠,外观宜人;
u 主传动采用(高档区和低档区,共22级变速)变速范围大、主轴输出扭矩大;
u 主轴轴承、丝杠轴承以及工作台轴承均为北京瓦房店正品轴承;
u X、Y、Z轴采用广州信和光栅尺;
2、导轨
X、Y、Z向床身导轨采用矩形导轨,且整体淬火组合磨削,其表面硬度可达到HB280-300,运动平稳、减振性好、定位精度高。
3、进给机构
通过主轴箱的进给分配,和快速箱的快速移动分配、X、Y、Z、B、W、U 轴均可实现单轴(不联动)自动进给,和快速移动。
X轴丝杠:直径Φ 50
Y轴丝杠:直径Φ 50
Z轴丝杠:直径Φ 50
4、润滑系统
该机床的润滑分为两种形式:即脂润滑 、自动稀油润滑。
脂润滑部位:
· 主轴组轴承
· X丝杠、Y丝杠支撑轴承
润滑脂型号:锂基润滑脂润滑ISO-LXBCGA2
自动稀油润滑部位:
主轴箱内部润滑是由主轴箱上部齿轮泵将主轴箱底部的油吸入过滤器,经过滤后,输送到主轴箱上部的分油管中,然后再分配到主轴箱内部的齿轮及轴承处进行润滑。
丝杠导轨润滑装置:本机床的导轨与丝杠采用稀油润滑方式,润滑泵站设在机床后面。该润滑泵站还设有油位报警装置。润滑油选用精密机床液压导轨油。润滑泵站还具有定时润滑装置,即当接通控制系统电源时,各座标均发出润滑脉冲,以后通过调整PLC每隔1小时发生一次润滑脉冲,润滑间隔的时间通过调整PLC而改变。
5、液压锁紧系统
液压系统通过液压泵运转,压力可实现在0.1-10Mpa之间。为主轴箱、工作台、上、下滑座松开、夹紧以更好的保证加工精度。
液压泵站:压力:10 Mpa 流量:10 L/min 容积:4 L )