品牌:振皓
起订:1台
自动化视觉检测已经成为现代计算机集成制造系统中极其重要的组成部分。在生产制造中,涉及到各种各样的检验、生产***及零件识别应用,视觉检测往往是不可缺少的环节。机器视觉系统一般采用CCD或CMOS照相机摄取检测图象,并转化为数字信号,再采用先进的计算机硬件与软件技术对图象数字信号进行处理,从而得到所需要的各种目标图象特征值,并由此实现零件识别或缺陷检测等多种功能,然后再根据其结果进行相应的自动化流程。
红外吸收滤光片检测的基本原理
滤光片中的各种杂质,在光学特性上必然与滤光片本身有差异。当光线入射滤光片后,各种杂质会在反射、折射等方面表现出与周围滤光片不同的异样。例如,当均匀光垂直入射滤光片时,如滤光片中没有杂质,出射的方向不会发生改变,所探测到的光也是均匀的;当滤光片中含有杂质时,出射的光线就会发生变化,所探测到的图像也要随之改变。由于杂质的存在,在其周围就发生了应力集中及变形,在图像中也容易观察。若遇到光透射型缺陷(如裂纹、气泡等),光线在该缺陷位置会发生折射,光的强度比周围的要大,因而相机靶面上探测到的光也相应增强;若遇到光吸收型(如砂粒等)杂质,则该缺陷位置的光会变弱,相机靶面上探测到的光比周围的光要弱。分析相机采集到的图像信号的强弱变化、图像特征,便能获取相应的缺陷信息。
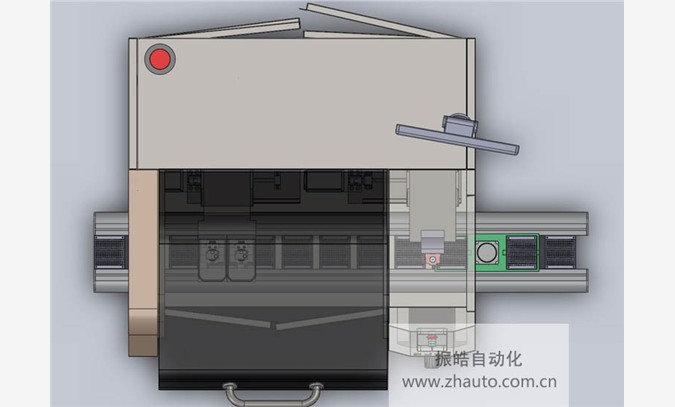
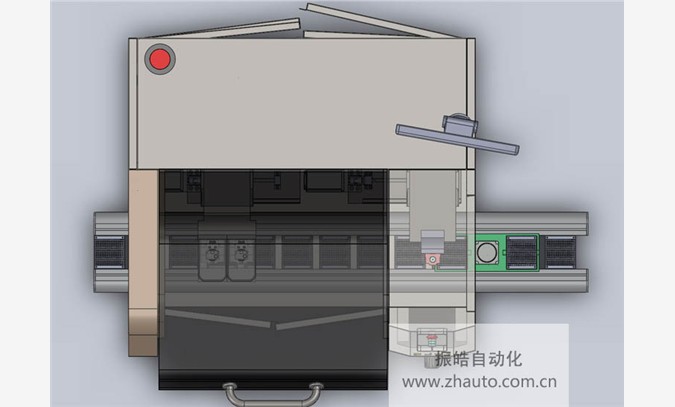
IR-Cut filter红外吸收滤光片检测设备是基于滤光片产品的生产现状,对现有劳动力密集的人工品质检测工艺环节进行自动化改造,通过研究设计一款滤光片表面品质自动化检测和分拣设备来替代人工检测。本项目研发设计内容主要由表面缺陷自动识别系统设计、物流传送系统及联动控制设计,正次品分拣机械手设计等三个部分组成。
通过该红外吸收滤光片检测设备的成功实施预期能实现滤光片表面品质缺陷特征的自动识别、正次品自动分拣、检测精度达到10微米、检测速度到180片/分钟的目标。
红外吸收滤光片检测系统性能参数:
1,能实现对红外吸收滤光片的双面检测;
2,能自动识别崩边、划伤、灰尘和点子、印子等四种表面缺陷特征;
3,具备次品自动分拣功能;
4,检测精度达到10μm;
5,检测速度达到180片/分钟。