品牌:和成
起订:1台
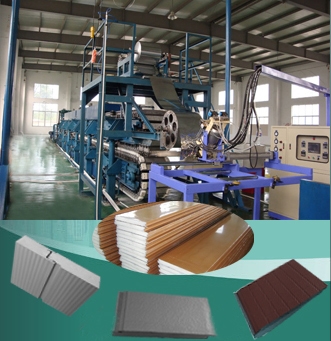
项目设备名称:聚氨酯生产线:(2+2型层压发泡设备)
2, 项目产品描述:
产品尺寸:长9000mm×宽12000mm×厚40~150mm(可生产小于此规格不同产品)
产品材质:中间保温层为聚氨酯泡沫,面层为水泥板、硅酸钙板或其它种类板材。
3, 项目设备描述:
2+2型层压设备是由钢结构模架、压模板、模框压条、液压系统、电控系统、温控系统、安全系统及辅助式放板与取板系统组成。压模板共五块,一块固定,四块活动。当两块载模板拼装模框及配套管件后进入层压设备压注时,另外两块载模板移出进行取件、拼装,依次循环生产。
4, 钢结构液压模架:
由32#工字钢及多重封闭式结构梁焊接而成,结构合理、牢固。上模板固定在结构架顶端,与加温管道连接可实行上面板循环加温。主结构模架配有齿轮齿条同步塔升降装置,确保液压启动时油缸同步性能及冲击性能平稳定位。
5,压模板:
l 压模板由60mm厚度钢板通进铣面、水磨等工艺整体制造而成。
l 模板中间由深孔钻头打通,使热水循环直接贴着板面加温更加方便,加温更加快捷,省时省电。
l 整体成型模板不仅光滑、耐用,而且彻底解决漏水及变型问题。
l 每块模板由两台变频马达驱动,运行平稳,速度可调。
6,压型机:
l 型号:HC-840
l 由PLC中央控制,变频调速。
l 前端带自动裁切机,由液压控制
l 彩钢压型时由转速表计算尺寸,自动裁切
l 压型机参数:长7.8m*宽1.4m*高0.8m,16排辊压轴
6, 液压系统:
l 安装于主结构模架顶端,方便生产使用。
l 液压系统采用双泵控制,配有自动补压保压功能。
l 锁模油缸可提供最大锁模力,开/闭模油缸在油低速流下可迅速打开/关闭压机模板。
l 液压站配有水冷却装置、安全阀、压力计、泄压阀、可视液位表。
l 液压模架两侧配有14条缸径160mm液压油缸。
7, 温控系统
l 模温机*壹台与每层模板相连接,可实行连续循环加温。
l 温控系统对模板进行监控,当模板达到生产所需40-50℃设定温度时会自动调整。
l 模温机引用自来水加热的方式,安全环保,性能稳定。
8, 电控系统:
采用PLC中央控制,触摸式彩色显示屏,里设有多功能菜单,对设备流程、压注时间、开闭模时间、锁模力、各项参数设定、安全警示、故障警示等各项功能。
9, 安全系统:
l 在主压机两边配有光电保护装置及压台固定锁死装置,以防因操作人员失误造成伤害。
l 主压机上、下压注区装有固定防护围栏及地面格栅。
l 设备两端配有急停装置。
10,吸附式自动放板取板系统:
l 采用圆盘吸附装置将面板放入模框中。
l 设有手动与自动两种操作模式,由PLC控制。
l 由操作工人打开模具框后再由吸附式装置将熟化后产品取出并码垛。
l 脱模剂自动喷涂机壹套,即时对模框进行喷涂,方便脱模。
11,气动式压力系统:一套
l 设备整体采用气缸制压方式。
l 压台采用钢结构制造,上模压板上下活动。
l 压台尺寸:长9000mm*宽6000mm*高1200mm,可承压8块/次。
l 压台压力,时间,等由PLC控制。
12,铝制模框:
l 材质:铝材。整体光滑、平整、无缝隙。
l 模框上、下两面开有卡槽与板材连接,中间放有分隔条。
l 模框中间隔条配有定位装置,方便放置接驳配件。
l 浇注口配有活动装置,注射完成后可自动闭合浇注口。
13,生产流程:
下板材放置→模框拼装→配件放置→喷涂脱模剂→上板材放置封边→进入层压设备锁模→浇注PU泡沫→熟化成型→出模取件→依次重复
14,技术参数:
l 设备型号:聚氨酯生产线(2+2型层压发泡设备)
l 设备外径尺寸:长33110mm×宽2600mm×高2757mm
l 载模板尺寸:长9000mm×宽1500mm×高60mm,一体板无焊接。
l 载模板光洁度:1.6-1.8
l 载模板高度间距180mm,移动速度0-30m/min升降速度0-20mm/s可调。
l 模框尺寸:长9000mm×宽100mm×厚100mm(暂定)
l 液压站:容积:100升。泵流量:32L/min。储能器:22L。电机功率:11KW。工作压力:15mpa。
l 液压油缸14件,油缸直径:160mm最大锁模力400T。
l 模温机壹套:功率36KW,水压0.4mpa,自动控温,载模板温度40-50℃。
l 电源:380V/50Hz,单相220V/50Hz.总功率约:59 KW.
l 总重量约:80吨。
惠州市和成机械设备有限公司 188 9634 6260