小区庭院灯
1/5
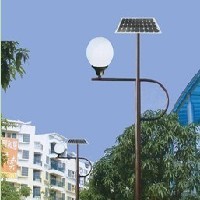
小区庭院灯
¥0.00/普通
2013-09-16 15:054分享0询价
参数
- 德明品牌
- 1普通起订
- 邢台产地
河北 邢台
0天内发货
0普通
产品参数
- 德明
- 河北 邢台
- 1普通

产品详情
产品介绍灯杆生产工艺流程大致可分为以下几点:1、滚剪机下料。2、折弯机折弯成筒状。3、合缝焊将筒状缝隙合并。焊接法兰和电器门之类。4、校直(焊接后有变形)和弯管(辅助机械直管不需要用)5、通过打磨机进行打磨。6、经过静电喷涂生产线进行表面喷漆或进行电镀。7、配以电器出厂。
一、滚剪下料是将材料剪切成右图梯形,这道工艺使用的材料为δ3-δ8不等的材料。二、折弯机折弯成筒状。梯形材料的长短是根据用户的要求进行生产和制造的。由于所使用的材料厚度不同他所选择的折弯机的大小就不同从160吨至600吨不等,长度有12米至14米不等,要更长的可以定制,如16米。所选择的设备是如左图 通过一种模具折弯成筒形模具如上右图。材料取下时是通过折弯机的侧面取下。三、合缝焊将筒状缝隙合并。这道工序自然好懂顾名思义,就是将折弯成筒状的材料进行合并的焊接。所使用的设备四、校直和弯管。校直是必需的,因为焊接下来的管子有一定的变形。所以要通过下面的机械进行整形如下左图。根据客户对路灯的工艺要求还有可能要求将杆体折弯成一定的角度,如果有这样的要求就必需使用如下右图这样的辅助机械弯管机。五、通过打磨机进行打磨。因为这道工序也是可以通过人工完成的,但如果是大批量的路灯生产一定是要进行机械操作的,这样非常省力省人工。六、表面的静电喷涂设备。这道工序是通过喷涂生产线自动完成给灯杆体喷漆的过程。所选用设备是静电喷涂生产线如下图。七、配以电器,检验合格出厂。产品属性一、灯杆技术要求:1、 灯杆样式、高度、表面颜色(待定)与提供的路段样本图片一致。2、 灯杆原材料采用Q235钢板;一次成型,壁厚≥4mm。法兰厚度≥20mm,且有加强筋不少于四个。支臂原材料采用Q235钢板;一次成型,壁厚≥3.5mm。臂长1.5米。支臂内无毛刺,便于穿线。法兰眼距双方协商确定。3、 焊缝外观细密平滑,无裂纹、气孔、夹渣等缺陷,着色探伤检验达焊接国标GB-T3323-1989 III标准要求。4、 灯杆表面喷塑厚度大于90un,附着力达到GB-9286-88 1级,表面光滑,硬度≥2H,保证十年不变色。5、 灯杆采用热镀锌,镀锌层表面光泽一致。无皱皮、流坠及锌瘤、起皮、斑点、阴阳面等。锌层厚度86un以上。灯杆的设计风速大于30米/秒,灯杆防腐寿命20年。6、 灯杆工艺和验收按国家标准执行。设计系数1.8,灯杆的设计寿命大于20年。7、 灯杆接线门设计便于维护与美观,平整光滑,与杆体平整误差不大于±1mm,接线门互换性好。8、 接线门门锁采用防盗型门锁,防水,设有接地线螺丝。其他说明灯杆防护等级的划分标准:防护等级的划分标准 IP防护类别是用2个数字标记的 例如一个防护类别 IP 4 4 其中IP是标记字母,4是第1记数字 防护范围 名称 说明 名称 说明 0 无防护 * 0 无防护 1 防护50mm直径和更大的外来物体 探测器球体直径为50mm不应完全进入 1 水滴防护 垂直落下的水滴不应引起损害 2 防护12.5mm直径和更大的外来物体 探测器球体直径为12.5mm不应完全进入* 2 箱体倾斜15度时,防护水滴。 箱体向任何一侧倾斜至15度角时,垂直落下的水滴不应引起损害。 3 防护2.5mm直径和更大的外来物体 探测器球体直径为2.5mm不应完全进入* 3 防护溅出的水 以60度角从垂直线两侧溅出的水不应引起损害 4 防护1.0mm直径和更大的外来物体 探测器球体直径为1.0mm不应完全进入* 4 防护喷水 从每个方向对准箱体的射水都不应该引起损害 5 防护灰尘 不可能完全阻止灰尘进入,但是灰尘的进入量不应超过这样的数量,即对装置或者安全造成损害。 5 防护射水 从每个方向对准箱体的射水都不应引起损害 交易说明样式可选择,可定做!

在线留言
店铺最新





- 小区庭院灯
- ¥0.00
 在线问
在线问
最近来访记录