品牌:铭轩
起订:1件
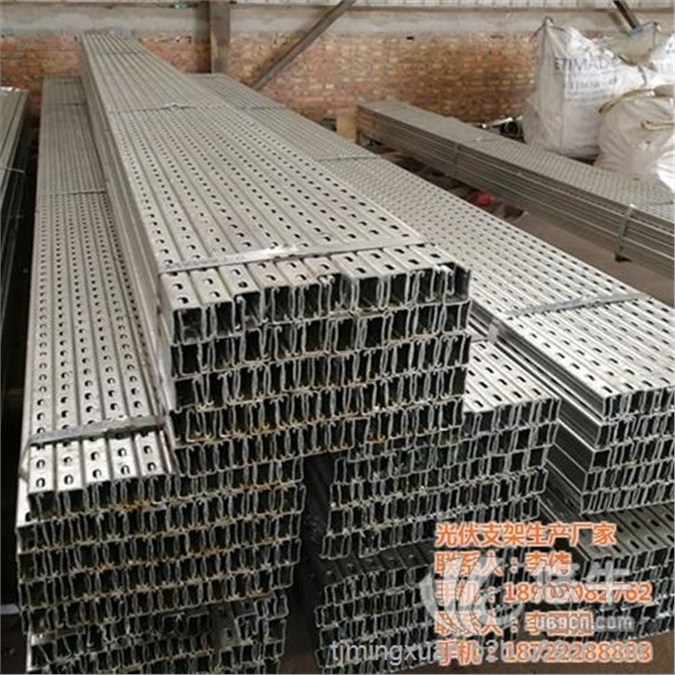
1、溶剂处理合格后的光伏支架放在烘干受料台架上,将光伏支架齐头一侧放在锌锅前侧和第二个磁力辊前侧成直角摆平;弯度较大的管放在后面或者矫直后放在受料架上。
2、烘干炕主要作用是把光伏支架表面的水份烘干,另一方面是提升光伏支架本身的温度,防止溅锌伤人,也不带走锌锅内的热能,促使锌铁合金层的加快生成。
3、烘干炕温度为80℃~180℃,光伏支架的干燥时间为3~7分钟,也可根据光伏支架的规格、壁厚不同掌握烘干温度;干燥工要随时检查光伏支架的干燥程度,防止时间不足进入锌液中溅锌伤人;烘干时不要超温,防止把溶剂烘焦。


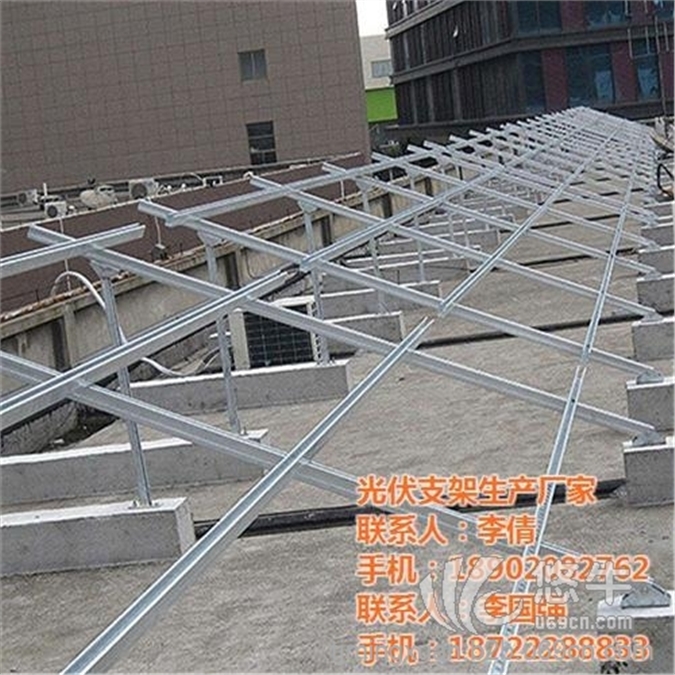
在安装太阳能电池方阵支架时,其倾角(可调节的或是固定的)应使太阳能电池方阵在设计月份中(即平均日辐射量最差的月份)能够获得1的发电量。所有方阵的紧固件必须有足够的强度,以便将太阳能电池组件可靠地固定在支架上。太阳能电池方阵可以安装在屋顶上,但支架必须与建筑物的主体结构相连接,而不能连接在屋顶材料上。对于地面安装的太阳能电池方阵,太阳能电池组件与地面之间的1间距要在0.3m以上。立柱的底部必须牢固地连接在基础上,以便能够承受太阳能电池方阵的重量并能承受设计风速。

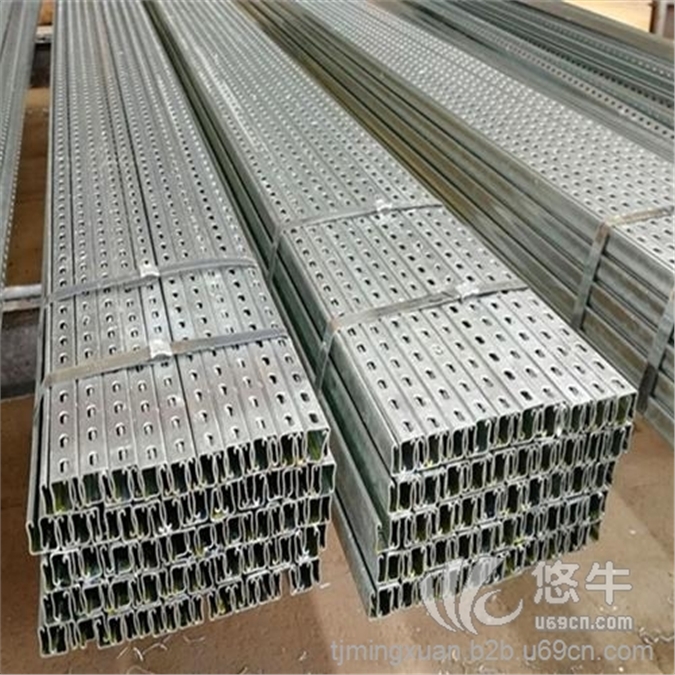
系统的技术难点编辑事实上,成品支架的制造工艺并不简单,高质量的产品往往具有多项技术专利。下面以拼装式钢支架举例说明。首先,高质量的型钢通常具有高水平的镀锌工艺。根据国家标准的要求,镀锌层平均厚度应大于50μm,1厚度大于45μm。事实上,很多产品的镀锌层平均厚度虽然可以达到要求,但厚度小于40μm,实际使用中常常出现点蚀。卤素对钢材的腐蚀速度非常快,一年之内就可能造成整体支撑结构的弱化,造成安全隐患。因此,做到高度均匀的镀锌工艺并非易事。其次,型钢钢材的连接是一个技术难点。一整套有效的连接方法,不仅包括连接件上巧妙的构思,还要配合槽钢背孔、咬合齿牙的设计等等。这其中涉及冲压、铸造等多方面钢铁冶金技术。另外,用于承受较大荷载的双面槽钢,必须进行背靠背焊接。各种焊接工艺之间水平有很大差距。压力激光焊接可以保证全断面均匀连接,两根槽钢完全合为一体,共同受力;而电焊技术只能使两根槽钢部分固定在一起,受力形式更接近于叠合梁。有些型钢为了提高承载力,还对槽钢增加了加劲肋的冷轧。总之,拼装式型钢支架的生产工艺存在诸多技术难点,需要冶金工程技术人员攻克技术壁垒,进一步降低其使用成本。