君伟小编们为大家精选了【 路德 RUD RBS焊接型吊耳】,供大家参考,更多关于路德RUD吊耳的文章尽在本网站。
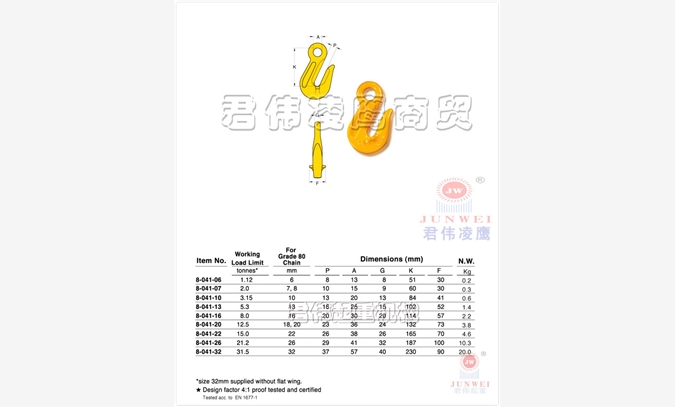
路德 RUD RBS焊接型吊耳产品介绍:
1. 要由专业人员定期进行检查。
2. 在每次安装和使用之前,请肉眼观察吊耳,特别注意是否有腐蚀,磨损,焊
接裂纹和变形。
3. 与吊耳连接的底板材质要有足够的强度避免起吊过程中发生变形。焊接面必
须无杂质、油、颜料等。
锻造焊接底座材料为 1.0570(St 52-3) 、B.S. 4360.50 或者 AISI 1019,不可用
其它替代。
4. 吊耳安装于工件上之后应避免起吊过程中发生移动
a.) 单肢起吊,吊耳的位置位于重物重心的正上方。
b.) 双肢起吊时,吊耳应位于重物中心两侧或正上方等距处
c.) 三肢或四肢起吊时,吊耳应对称分布在重物中心周围
5. 对称载荷:
吊点的额定载荷用下列公式计算
β cos ×
=
n
G WLL
WLL=单肢额定载荷
G=承载重量 北京诺鼎工业设备
2
n=吊链肢数
β=吊链与垂直方向的倾角
承重吊链肢数按如下计算:
对称 不对称
双肢 2 1
3/4肢 3 2
6. 所有和 RBS吊耳连接的部件必须能够活动自如, 吊耳本身亦应避免与尖棱接
触。拆装吊索时,要避免挤压及吊索被尖棱割伤。
7. 吊耳可以在 600℃(1100°F)以下进行多次去应力退火,而不会降低其工作
载荷。
8. 吊耳安装位置应有醒目标识。
9. 在户外或容易受腐蚀的情况下,焊接应为连续性角焊。必须保证焊缝的 HV
的尺寸。这样,封闭的焊脚可以抗腐蚀。
10. 焊接底座有定位块(约3mm=0.1inch) ,便于焊接找正。不可清除!
11. 如果 RBS 吊耳用在运输加固中,其工作载荷加倍。
捆绑强度(LC)=2×工作载荷(WLL)
12. 安装开始使用后,应由专业人员至少每年检查一次,确保是否可以继续使用。
在有损坏和特殊情况发生时应及时检查。
检查时注意如下事项:
● 吊耳是否完整;
● 工作载荷、厂商标记是否清晰可辨;
● 吊耳主体、吊环等部件是否有变形;
● 是否有机械性损伤,如划痕,特别是强受力部位;
● 磨损不应超过于截面直径的 10%
● 是否有腐蚀;
● 是否有裂纹;
● 焊接部位是否有裂纹或其它损伤;
焊接必须由资质专业人员,按照标准EN 287 或者 AWS 进行。焊接程序如下:
● 首先焊接焊座。根据定位块找齐两个焊座之间应保持的距离。
然后从焊接底座的定位块开始角焊;注意焊接之前,清理干净焊座和底板。北京诺鼎工业设备
3
尽可能满焊,尺寸”a”参照表三。全部焊接过程应一次加热完成,并保证沟槽
不能积水。
● 将吊环一端插入焊座孔内,再将另一只焊座紧扣在环的另一端上,确保能环
体能自由翻转。仅暂时固定。
● 检查环体是否能 180°翻转,必要时适当调整。
● 按照前述要求,焊接另外一个焊座。
● 注意:不要焊到带红色涂层、经热处理过的吊环上!