
用的机械抛光机抛光,工件打砂后,就放到机械上用镜面抛光布轮加镜面抛光蜡就可以了,抛光蜡抛光后 ,要用精工布轮清蜡,放冷了以后再清光。
镜面抛光产生料纹的主要原因是:
1. 大多数是因为钢材的金相组织的不均匀引起产生料纹。
2. 打磨时间过长和打磨工具转速过高,造成高钢材表面发热引起微观组织变化。
达到镜面效果的话,抛光机只是一个机器,需通过通动磨料与工件间的摩擦达到抛光目的。首先,要根据工件的表面粗糙程度选择磨料,中磨,粗磨,还是细磨,还要使用合适的抛光膏,避免工件的刮花等等,抛光机器的转速对工件也有影响,速度要根据工件的大小来设定。

模具抛光一定要注意的基础知识 在工业产品向多样化、高级化发展的过程中,如何提高直接影响产品质量的模具质量是一项重要的任务。在模具制造过程中,形状加工后的平滑加工与镜面加工称为零件表面研磨与抛光加工,它是提高模具质量的重要工序。掌握合理的抛光方法,可提高模具质量和使用寿命,进而提高产品质量。
一常用的抛光方法及工作原理
1.机械抛光
机械抛光是靠切削或使材料表面发生塑性变形而去掉工件表面凸出部得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可达到ra0.008μm的表面粗糙度,是各种抛光方法中表面粗糙度好的。光学镜片模具常采用这种方法。机械抛光是模具抛光的主要方法。
2.化学抛光
化学抛光是材料在化学介质中让表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。该方法可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光得到的表面粗糙度一般为ra10μm。
3.电解抛光
电解抛光基本原理与化学抛光相同,即靠选择性溶解材料表面微小凸出部分,使表面光滑。与化学抛光相比,它可消除阴极反应的影响,效果较好。
4.超声波抛光
超声抛光是利用工具断面作超声波振动,通过磨料悬浮液抛光脆硬材料的一种加工方法。将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。
5.流体抛光
流体抛光是依靠流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。流体动力研磨是由液压驱动,介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺入磨料制成,磨料可采用碳化硅粉末。
6.磁研磨抛光
磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制。采用合适的磨料,加工的表面粗糙度可达到ra0.1μm。
7.电火花超声复合抛光
为了提高表面粗糙度ra为1.6μm以上工件的抛光速度,采用超声波与专用的高频窄脉冲高峰值电流的脉冲电源进行复合抛光,由超声振动和电脉冲的腐蚀同时作用于工件表面,迅速降低其表面粗糙度,这对经车、铣、电火花及线切割等工艺加工后的模具粗糙表面抛光效果明显,十分有效。

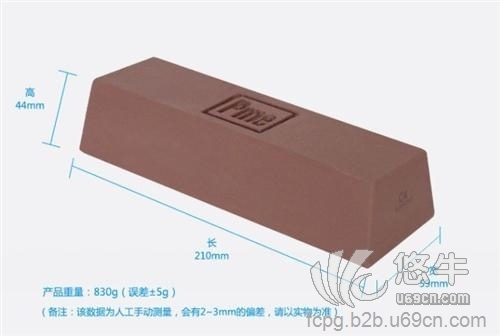
紫色抛光蜡(紫蜡)。由松香、凡士林、石蜡、棕刚玉微粉或磨削力较强氧化铝粉、氧化铁红等配合而成。主要成分是棕刚玉微粉或氧化铝粉。适用于任何金属或非金属件的中磨等。
用途:本品针对200、300系列装饰方管及圆管的抛光,产品性能次于紫抛光蜡(06105)。
特点:针对性更强,切削力一般,出光性能良好,油脂适宜。
用法:根据材料表面状况及要求,可配合麻轮、硬布轮、软布轮等抛光,如装饰管抛光前1~3对抛光轮用麻轮,中间用硬布轮,最后两对抛光轮用软布轮。在麻轮和硬布轮上打蜡即可。