防水套管使用注意事项说明
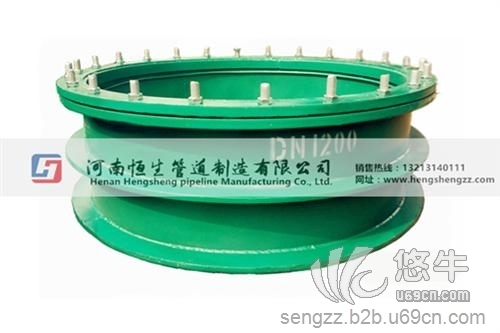
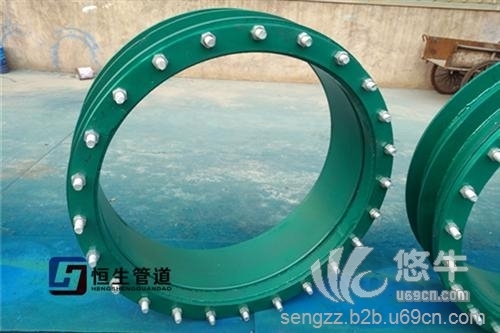
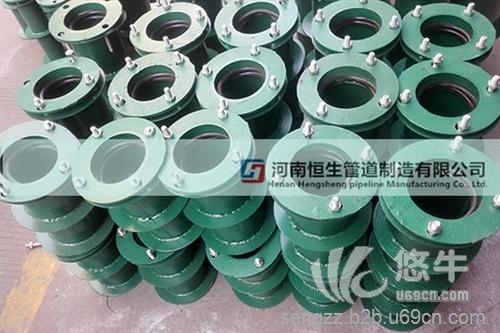
1、柔性防水套管一般适用于管道穿过墙壁之处受有振动或有严密防水要求的构筑物。
2、套管穿墙处之墙壁,如遇非混凝土墙壁时改用混凝土墙壁,共浇注混凝土范围应比翼环直径大200mm,而且必须将套管一次浇固于墙内。
表中DN尺寸和墙厚尺寸可根据用户需要生产,定货时请注明通径、管外径、墙厚。
a型刚性防水套管企业只有不断加强优化自身产品,加强忧患意识,强化企业文化及市场服务理念,只有做到稳中求快、快中求精、精中求稳,才能让企业在竞争日益激烈的a型刚性防水套管行业大潮中求生存、谋发展。
河南恒生管道制造有限公司生产:柔性防水套管、刚性防水套管、不锈刚防水套管、02S404防水套管、预埋防水套管等为主,我公司技术力量雄厚、产品质量上乘、性能可靠,可根据用户的要求制作不同规格的防水套管,欢迎广大用户到公司参观洽谈业务。


?柔性防水套管焊接制作时应避免气孔现象
柔性防水套管焊接制作时应避免气孔现象
柔性防水套管焊接气孔是指焊接时,熔池中的气体未在金属凝固前逸出,残存于焊缝之中所形成的空穴。其气体可能是熔池从外界吸收的,也可能是焊接冶金过程中反应生成的。
(1) 柔性防水套管焊接气孔的分类
气孔从其形状上分,有球状气孔、条虫状气孔;从数量上可分为单个气孔和群状气孔。群状气孔又有均匀分布气孔,密集状气孔和链状分布气孔之分。按气孔内气体成分分类,有氢气孔、氮气孔、二氧化碳气孔、氧化碳气孔、氧气孔等。熔焊气孔多为氢气孔和氧化碳气孔。
(2) 柔性防水套管焊接气孔的形成机理
常温固态金属中气体的溶解度只有高温液态金属中气体溶解度的几十分之一至几百分之一,熔池金属在凝固过程中,有大量的气体要从金属中逸出来。当凝固速度大于气体逸出速度时,就形成气孔。
(3) 柔性防水套管焊接产生气孔的主要原因
母材或填充金属表面有锈、油污等,焊条及焊剂未烘干会增加气孔量,因为锈、油污及焊条药皮、焊剂中的水分在高温下分解为气体,增加了高温金属中气体的含量。焊接线能量过小,熔池冷却速度大,不利于气体逸出。焊缝金属脱氧不足也会增加氧气孔。
(4) 柔性防水套管焊接气孔的危害
柔性防水套管焊接气孔减少了焊缝的有效截面积,使焊缝疏松,从而降低了接头的强度,降低塑性,还会引起泄漏。气孔也是引起应力集中的因素。氢气孔还可能促成冷裂纹。
(5) 防止气孔的措施
a. 清除焊丝,工作坡口及其附近表面的油污、铁锈、水分和杂物。
b. 采用碱性焊条、焊剂,并彻底烘干。
c. 采用直流反接并用短电弧施焊。
d. 焊前预热,减缓冷却速度。
e. 用偏强的规范施焊。
以上信息由河南恒生管道制造有限公司信息发布,了解更多请来电咨询。


柔性防水套管的9个焊接技巧讲解:
河南恒生管道制造有限公司提醒大家:柔性防水套管焊接技术决定了质量的好坏,那么就给大家介绍下九项工艺要求:
一、定位焊点均匀分布,正式起焊点应在两定位焊之间,背部在进行一层补焊。
二、焊接时定位焊缝位置应据焊缝顶部30mm以上,其长度应在50mm以上,定位焊缝间距为100mm~400mm,厚度不宜大于正式焊缝厚度的二分之一,最厚不宜大于8mm,定位焊缝应在后焊一侧的坡口内。
三、卡具等